三軸臺式工業機器人通用控制軟件設計

本文主要以三軸臺式工業機器人為平臺,采用改進的柵格法進行加工工件的環境表示,利用不同優先級的權值進行路徑規劃,設計具備一定通用性的控制軟件,避免了加工不同工件需重新編寫程序的麻煩。
0引言
如今工業機器人已逐步融入工業生產之中,與工業機器人開發相關的企業也相繼在中國出現。然而,對于不同客戶的需求,只能通過工程師編寫不同程序的方式來滿足客戶的需求。因此,在這些企業中,大多數都是以“非標”產業和機器人代售為主。而同一機器人應用于不同工作環境,在軟件設計上的通用性問題上一直存在著很大的阻礙。
1機器人系統框架
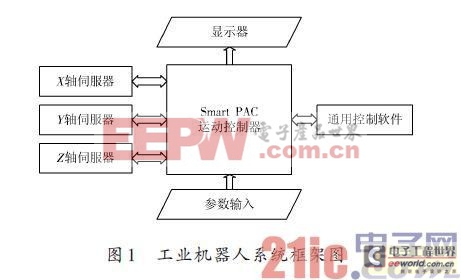
工業機器人系統通過控制軟件發送指令給予SmartPAC運動控制器,由控制器根據相關指令轉換為軸的驅動指令并傳輸給相應的軸伺服器,軸伺服器根據接收過來的指令控制軸以執行相關動作。參數輸入端是由鼠標與鍵盤通過USB接口直接接入控制器,該控制器自帶操作系統WinCE.控制軟件在該運動控制器的WinCE環境下運行,通過輸入端在控制軟件上設定相關參數或進行操作,由通用控制軟件分析并確定一條合適的加工路徑。根據加工路徑,得出相關指令集合,通過控制軟件向軸依次發送指令,以達到加工工件的目的。
該工業機器人系統框架如圖1所示。
2通用控制軟件簡介
該軟件控制端所控制的機器人是由三個雅馬哈單軸伺服器以及一個Smart PAC運動控制器相組合而成的三軸臺式工業機器人。其中三軸分別命名為X,Y,Z,相互構成了一個立體空間。加工工件固定于Y軸上,處于XY平面之內。在加工工件上分布著N個加工點。
操作人員只需通過該軟件控制端輸入加工工件的模型,以及加工點的位置。通過柵格法加入樹的形式對模型逐步分解,對加工點逐個確定,接下來從中分析出最佳路徑,最佳路徑以最短的時間內完成單位工件的加工為準。
該三軸臺式工業機器人通用控制軟件界面如圖2所示,主要分為4個部分,左上角為參數設置面板,左下角為軸位置顯示面板,右上角為控制操作面板,右下角為軸測試面板,用以測試軸能否正常工作。參數設置面板與控制操作面板將會在下文中詳細介紹。

3軟件框架設計
該控制端軟件工作于Windows CE操作系統,在VisualStudio 2005下使用C#語言進行開發。進入控制端軟件首先進入的是窗體初始化函數。在窗體初始化函數中進行各軸的配置并啟動軸,以確保各軸在開始工作之前就已回歸零點位置。在回歸零點位置之后,再將各軸關閉。這里需要注意的是,并不是在窗體初始化函數里面去等待軸回到零點再進行關閉各軸操作,而是在窗體定時器中去檢測并關閉。否則,窗體將在相當長的一段時間之內會處于丟失焦點的狀態,或窗體需等軸回到零點之后再出現。定時器是整個軟件的一個核心部分,相當于軟件的心臟,它承擔著軸狀態檢測、加工工件計數、指令發送等功能。圖2為該軟件控制端的界面,在左上角有一個參數設置的面板,在這個面板中存在著兩個參數設置,分別是軸參數設置和工件參數設置。軸參數設置包含著三軸長度設置與軸運動速度設置,可將相關的軸配置信息保存為后綴為txt的文本格式或后綴為doc的Word文檔格式,以便下次直接讀取使用。軸參數設置的具體流程圖如圖3所示。





評論