焊工藝過程的設計方案解析

1.2 閃光對焊時序分析
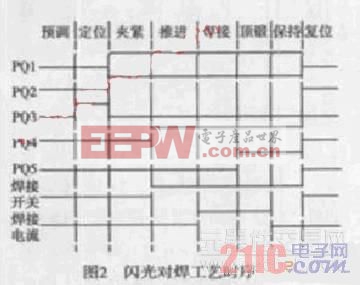
由于執行機構部件較多且各部件動作存在時序性,故先做出工藝時序圖,便于時序分析。閃光對焊焊接過程可概括為:預調—定位—夾緊—推進—焊接—頂鍛—保持—復位等幾個階段。如圖2所示為閃光對焊工藝過程時序圖。
2 PLC控制過程的實現
2.1 PLC型號的選擇
PLC,即可編程控制器是以自動控制技術、微計算機技術和通信技術為基礎發展起來的新一代工業控制裝置,目前已廣泛應用于機械、冶金、化工、焊接等各個領域。根據閃光對焊焊接工藝要求及價格等諸多因素,在此選用了歐姆龍公司生產的CPM1A系列的PLC,該系列主機按I/O點數分為10點、20點、30點和40點四種。實驗中選擇了30點的PLC主機,電源類型為DC24,晶體管輸出。該種機型設有18個輸入點(00000~00011,00100~00105),12個輸出點(01000~01007,01100~01003),其結構緊湊、功能性強,具有很高的性價比,適合于小規模控制。



評論