基于IRMCK201和ZigBee的圓網印花同步控制系統

摘要:針對圓網印花系統中導帶驅動輥與圓網驅動對速度同步的要求,提出了基于IRMCK201和ZigBee技術的圓網印花同步控制系統,給出了同步控制系統結構。選用IRMCK201專用電機伺服控制芯片作為各驅動電機的伺服控制器,選用基于ZigBee技術的無線芯片CC2430作為系統主控制器和數據通信網絡。設計了伺服控制電路、主控制器和無線通信節點電路以及相應的程序流程,實現了圓網印花系統各單元的速度同步控制。運行結果表明,該系統穩定可靠、抗干擾、能耗低、體積小、成本低,為紡織生產中圓網印花各驅動單元的同步控制提供了一種新技術。
關鍵詞:圓網印花;同步控制;系統設計;IRMCK201;CC2430
傳統的圓網印花均采用集中傳動方式,由電機通過減速裝置帶動長軸,長軸上根據印花機的套色數,分別傳動各套色的過橋蝸桿經蝸輪驅動圓網,同時通過齒輪減速器和聯軸節和蝸桿蝸輪副驅動導帶主傳動輥。這種集中傳動的印花系統存在結構復雜,印花精度低,易“跑花”,對花速度慢,效率低,成品率低和設備維修成本高,印花導帶與圓網之間的速差不可調節等缺點,不能應用于高檔的精細印花生產中。隨著計算機數字伺服系統和無線傳感器技術的日趨成熟,將其應用到絲網印花的圓網獨立電機速度控制,實現精細絲網印花速度同步控制,對提高印花精度和產品質量,具有重要的意義。
本研究針對印花系統對圓網速度控制的要求,應用數字伺服控制專用芯片IRMCK201作為伺服控制和基于ZigBee技術的CC2430芯片作系統控制和網絡通信,采用交流變頻調速實現主動輥與圓網速度的同步控制系統。
1 系統組成及工作原理
圓網印花同步控制系統由同步控制模塊、速度檢測模塊、ZigBee無線通信系統等組成。速度檢測模塊采用光電編碼器檢測印花導帶速度,將檢測到的導帶速度傳輸給同步速度控制模塊:同步控制系統通過速度檢測系統檢測到各單元的速差,通過相應的處理實現系統的速度同步,ZigBee無線通信系統實現各速度控制單元之間數據可靠的傳輸。系統組成結構如圖1所示。
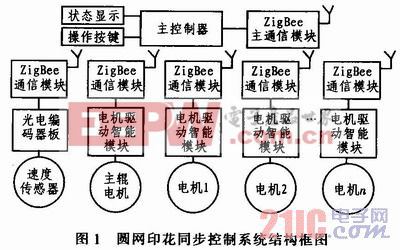
系統工作原理是:系統運行由ZigBee主控制器控制,各電機運行速度由ZigBee主控制器設定,通過ZigBee的無線通信模塊將各電機的轉速指令傳輸到各伺服控制單元的
ZigBee接收模塊上,通過IRMCK201的SPI接口,通過IRMCK201控制電機的轉速。由光電檢測器檢測印花導帶的運行速度,經光電編碼器節點的ZigBee芯片進行處理,然后通過ZigBee無線通信模塊傳輸至主控制節點,主控制節點的ZigBee處理器將接收到的速度信號與設定值比較,經相應處理后,傳輸至主輥電機及圓網電機的驅動智能模塊,控制各單元電機的同步運行,滿足印花精度的要求。主輥電機轉速與印花圓網電機轉速計算公式如式(1)所示。
![]()
式中,v為導帶設定的工藝速度;ω1為主輥電機設定轉速;ω2為圓網電機轉速;r1為主輥半徑;r2為圓網半徑。
系統主控制器具有液晶顯示以及操作控制按鍵,可顯示系統各種運行狀態和故障診斷,設定系統運行參數。
系統通信采用基于ZigBee技術的無線網絡,主控制器為網絡主節點,設置為全功能節點(FFD),與各電機控制單元相連的節點為網絡從節點,設置為半功能節點(RFD)。
2 系統設計
為了實現主輥電機與圓網驅動電機之間的速度同步控制,主輥電機和圓網驅動電機均采用變頻器進行調速。而主輥電機及圓網驅動電機均采用交流永磁同步電動機(PMSM),由于本系統中無需要考慮織物張力對同步速度的影響,主輥與圓網的速度同步控制采用IRMCK201控制器,各控制器之間通過基于ZigBee的無線網絡實現數據通信。










評論