可編程控制器在船舶減搖鰭隨動系統(tǒng)中的應(yīng)用

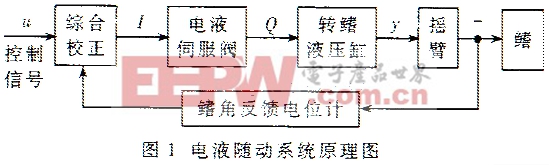 1 減搖鰭隨動系統(tǒng)的構(gòu)成及工作原理 減搖鰭的隨動系統(tǒng)連接來自控制系統(tǒng)的控制信號,是轉(zhuǎn)鰭機構(gòu)的中間轉(zhuǎn)換和功率放大環(huán)節(jié)。改造前,每個隨動系統(tǒng)由%26;#177;15V穩(wěn)壓電源板DYCJ、綜合放大板SKCJ、操縱轉(zhuǎn)換板SCCJ、液壓控制系統(tǒng)以用轉(zhuǎn)鰭機構(gòu)、反饋、限位元件等組成。隨動系統(tǒng)應(yīng)盡可能“快速、準(zhǔn)確、穩(wěn)定”地工作。目前,大多數(shù)減搖鰭的隨動系統(tǒng)都是“電-液隨動系統(tǒng)”。本系統(tǒng)以NJ4型減搖鰭的閥控式電液隨動系統(tǒng)為原型,對其做了適當(dāng)?shù)母倪M(jìn),下面進(jìn)行詳細(xì)介紹。 原有隨動系統(tǒng)的工作原理圖如圖1所示。首先將來自控制器的信號送到綜合放大電路板SKCJ(該插件板能對控制信號進(jìn)行隔離),與升力反饋信號進(jìn)行代數(shù)求和、校正、放大,然后再與鰭角反饋信號進(jìn)行二次代數(shù)求和、校正、放大,接著送到鰭機械組合體上的射流管電液伺服閥,進(jìn)行電-液信號轉(zhuǎn)換。電液伺服閥根據(jù)SKCJ板輸出信號的大小和極性調(diào)節(jié)來自油源機組的液壓油的流量和流向,使液壓缸的活塞速度和運動方向發(fā)生變化,帶動鰭機械組合體上的搖臂轉(zhuǎn)動,使鰭轉(zhuǎn)動到一定的角度產(chǎn)生相應(yīng)的對抗力矩。 改造后,以上各功能完全由PLC實現(xiàn),原有隨動系統(tǒng)中的各電源、插件板也將由PLC各模塊取代。 2 隨動系統(tǒng)的改造 2.1 減搖鰭隨動系統(tǒng)的改造設(shè)計 PLC隨動系統(tǒng)接收來自控制器的控制信號,經(jīng)過處理后傳遞給伺服系統(tǒng),驅(qū)動減搖鰭移動到指定位置,同時將輸出信號反饋回PLC,構(gòu)成控制回路。系統(tǒng)改造后的原理如圖2所示。
1 減搖鰭隨動系統(tǒng)的構(gòu)成及工作原理 減搖鰭的隨動系統(tǒng)連接來自控制系統(tǒng)的控制信號,是轉(zhuǎn)鰭機構(gòu)的中間轉(zhuǎn)換和功率放大環(huán)節(jié)。改造前,每個隨動系統(tǒng)由%26;#177;15V穩(wěn)壓電源板DYCJ、綜合放大板SKCJ、操縱轉(zhuǎn)換板SCCJ、液壓控制系統(tǒng)以用轉(zhuǎn)鰭機構(gòu)、反饋、限位元件等組成。隨動系統(tǒng)應(yīng)盡可能“快速、準(zhǔn)確、穩(wěn)定”地工作。目前,大多數(shù)減搖鰭的隨動系統(tǒng)都是“電-液隨動系統(tǒng)”。本系統(tǒng)以NJ4型減搖鰭的閥控式電液隨動系統(tǒng)為原型,對其做了適當(dāng)?shù)母倪M(jìn),下面進(jìn)行詳細(xì)介紹。 原有隨動系統(tǒng)的工作原理圖如圖1所示。首先將來自控制器的信號送到綜合放大電路板SKCJ(該插件板能對控制信號進(jìn)行隔離),與升力反饋信號進(jìn)行代數(shù)求和、校正、放大,然后再與鰭角反饋信號進(jìn)行二次代數(shù)求和、校正、放大,接著送到鰭機械組合體上的射流管電液伺服閥,進(jìn)行電-液信號轉(zhuǎn)換。電液伺服閥根據(jù)SKCJ板輸出信號的大小和極性調(diào)節(jié)來自油源機組的液壓油的流量和流向,使液壓缸的活塞速度和運動方向發(fā)生變化,帶動鰭機械組合體上的搖臂轉(zhuǎn)動,使鰭轉(zhuǎn)動到一定的角度產(chǎn)生相應(yīng)的對抗力矩。 改造后,以上各功能完全由PLC實現(xiàn),原有隨動系統(tǒng)中的各電源、插件板也將由PLC各模塊取代。 2 隨動系統(tǒng)的改造 2.1 減搖鰭隨動系統(tǒng)的改造設(shè)計 PLC隨動系統(tǒng)接收來自控制器的控制信號,經(jīng)過處理后傳遞給伺服系統(tǒng),驅(qū)動減搖鰭移動到指定位置,同時將輸出信號反饋回PLC,構(gòu)成控制回路。系統(tǒng)改造后的原理如圖2所示。 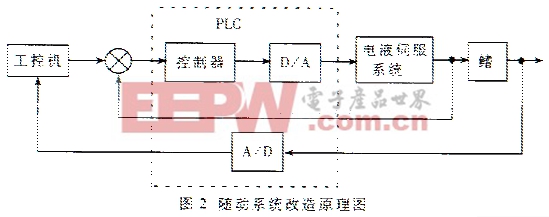 2.2 系統(tǒng)中PLC的選擇 由于船舶航行在環(huán)境瞬息萬變的海面上,工作環(huán)境非常惡劣,比如機艙內(nèi)的溫度能夠達(dá)到55℃,濕度更可以達(dá)到95%,并且存在各種強烈的沖擊、振動和鹽霧,這就要求安裝在艦船上的減搖鰭系統(tǒng)有較強的抗干擾能力。而船舶上空間狹小,對所安裝設(shè)備的體積也有一定的要求。由于減搖鰭隨動系統(tǒng)工作環(huán)境的特殊性,對系統(tǒng)中的PLC有較高的要求。考慮到性能指標(biāo)、功能、體積和價格等因素,本文選擇了松下電工的FP0系列可編程控制器。 系統(tǒng)主要包括電源單元、控制單元和兩個模擬量輸入輸出單元。PLC工作環(huán)境溫度在0~55℃范圍內(nèi),工作環(huán)境相對濕度為30%~85%,模擬輸入與PLC內(nèi)部電路之間采用光電耦合器進(jìn)行隔離,同時輸入輸出端設(shè)置濾波器,使之符合減搖鰭系統(tǒng)工作環(huán)境的要求。 2.3 PLC軟件實現(xiàn)的功能 根據(jù)系統(tǒng)要求,程序需要實現(xiàn)以下功能: (1)對來自系統(tǒng)油源機組的信號進(jìn)行檢測,如發(fā)現(xiàn)油溫、油位等出現(xiàn)故障,系統(tǒng)停機并自動報警。 (2)對來自控制器的輸入信號進(jìn)行檢測,保證其始終被限定在規(guī)定范圍內(nèi),以保證減搖鰭工作轉(zhuǎn)角不超過其極限值;并對控制信號按一定控制規(guī)律進(jìn)行處理。 (3)在鰭轉(zhuǎn)動工作時,將從鰭角電位計接收到的反饋信號與輸入的控制信號進(jìn)行比較,構(gòu)成回路,實現(xiàn)負(fù)反饋。將控制信號與反饋信號綜合處理得到的結(jié)果作為控制指令發(fā)送給輸出端口。 (4)檢測PLC輸出給電液伺服閥的信號是否超過額定范圍,如超出則做相應(yīng)處理,保證伺服閥和減搖鰭正常安全地工作。 (5)在工作前或停機時根據(jù)操作需要隨時將減搖鰭運行到零位或其它需要的位置。 隨動系統(tǒng)軟件功能框圖如圖3所示。
2.2 系統(tǒng)中PLC的選擇 由于船舶航行在環(huán)境瞬息萬變的海面上,工作環(huán)境非常惡劣,比如機艙內(nèi)的溫度能夠達(dá)到55℃,濕度更可以達(dá)到95%,并且存在各種強烈的沖擊、振動和鹽霧,這就要求安裝在艦船上的減搖鰭系統(tǒng)有較強的抗干擾能力。而船舶上空間狹小,對所安裝設(shè)備的體積也有一定的要求。由于減搖鰭隨動系統(tǒng)工作環(huán)境的特殊性,對系統(tǒng)中的PLC有較高的要求。考慮到性能指標(biāo)、功能、體積和價格等因素,本文選擇了松下電工的FP0系列可編程控制器。 系統(tǒng)主要包括電源單元、控制單元和兩個模擬量輸入輸出單元。PLC工作環(huán)境溫度在0~55℃范圍內(nèi),工作環(huán)境相對濕度為30%~85%,模擬輸入與PLC內(nèi)部電路之間采用光電耦合器進(jìn)行隔離,同時輸入輸出端設(shè)置濾波器,使之符合減搖鰭系統(tǒng)工作環(huán)境的要求。 2.3 PLC軟件實現(xiàn)的功能 根據(jù)系統(tǒng)要求,程序需要實現(xiàn)以下功能: (1)對來自系統(tǒng)油源機組的信號進(jìn)行檢測,如發(fā)現(xiàn)油溫、油位等出現(xiàn)故障,系統(tǒng)停機并自動報警。 (2)對來自控制器的輸入信號進(jìn)行檢測,保證其始終被限定在規(guī)定范圍內(nèi),以保證減搖鰭工作轉(zhuǎn)角不超過其極限值;并對控制信號按一定控制規(guī)律進(jìn)行處理。 (3)在鰭轉(zhuǎn)動工作時,將從鰭角電位計接收到的反饋信號與輸入的控制信號進(jìn)行比較,構(gòu)成回路,實現(xiàn)負(fù)反饋。將控制信號與反饋信號綜合處理得到的結(jié)果作為控制指令發(fā)送給輸出端口。 (4)檢測PLC輸出給電液伺服閥的信號是否超過額定范圍,如超出則做相應(yīng)處理,保證伺服閥和減搖鰭正常安全地工作。 (5)在工作前或停機時根據(jù)操作需要隨時將減搖鰭運行到零位或其它需要的位置。 隨動系統(tǒng)軟件功能框圖如圖3所示。  2.4 系統(tǒng)改造中存在的問題及解決方法 系統(tǒng)正常工作時,油溫應(yīng)低于60℃,油位應(yīng)大于300mm,若超出上述指標(biāo),設(shè)在油箱內(nèi)部的傳感器開關(guān)將閉合,輸出電壓信號。為實現(xiàn)對油溫和油位的檢測,需要將代表油溫和油壓的兩路信號輸入給PLC進(jìn)行檢查這樣將占用PLC模擬量輸入/輸出單元的兩個輸入端口,增加單元塊的數(shù)量。考慮到油溫和油壓變化較緩慢 沒有必要時刻監(jiān)視其變化,因此用軟件設(shè)置定時器,控制兩個繼電器交替開關(guān),使油溫和油壓信號只通過一路通道交替輸入PLC,在PLC內(nèi)部進(jìn)行檢測達(dá)到降低成本的目的。 不同鰭工作時的飽和角度不同,設(shè)計中將鰭的正常工作角度設(shè)定在%26;#177;25%26;#176;以內(nèi)。根據(jù)真實鰭角與反饋電壓的比例關(guān)系,可以確定鰭角在%26;#177;25%26;#176;時對應(yīng)的反饋電壓是%26;#177;2.2V,將這兩個電壓值作為PLC對輸入電壓信號進(jìn)行檢測的參考值。在PLC程序中分別用十進(jìn)制數(shù)值%26;#177;K440表示兩個參考電壓。PLC控制信號在輸出給電液伺服閥前也要進(jìn)行檢測,這一步檢測的標(biāo)準(zhǔn)不是減搖鰭的工作額定電壓,而是電液伺服閥的額定電流,目的是保證伺服閥可以正常安全工作。伺服閥工作的額定電流為%26;#177;8mA,線圈電阻為1000%26;#177;100Ω。由于FP0系列PLC輸出電流范圍在0~20mA之間,無法為伺服閥提供負(fù)電流,但PLC的電壓輸出范圍在%26;#177;10V之間,因此將電壓值作為指令信號輸入伺服閥。伺服閥串聯(lián)后線圈電阻為2000Ω,由此得到伺服閥工作的電壓可以達(dá)到%26;#177;16V。系統(tǒng)設(shè)計中,為使伺服閥始終工作在線性區(qū),將PLC對伺服閥的輸入電壓限定在%26;#177;8V以內(nèi)在PLC程序中分別用%26;#177;K1600表示兩個參考電壓如指令信號在%26;#177;8V之內(nèi),則正常輸出,如果超過%26;#177;8V的范圍,則按照%26;#177;8V輸出。
2.4 系統(tǒng)改造中存在的問題及解決方法 系統(tǒng)正常工作時,油溫應(yīng)低于60℃,油位應(yīng)大于300mm,若超出上述指標(biāo),設(shè)在油箱內(nèi)部的傳感器開關(guān)將閉合,輸出電壓信號。為實現(xiàn)對油溫和油位的檢測,需要將代表油溫和油壓的兩路信號輸入給PLC進(jìn)行檢查這樣將占用PLC模擬量輸入/輸出單元的兩個輸入端口,增加單元塊的數(shù)量。考慮到油溫和油壓變化較緩慢 沒有必要時刻監(jiān)視其變化,因此用軟件設(shè)置定時器,控制兩個繼電器交替開關(guān),使油溫和油壓信號只通過一路通道交替輸入PLC,在PLC內(nèi)部進(jìn)行檢測達(dá)到降低成本的目的。 不同鰭工作時的飽和角度不同,設(shè)計中將鰭的正常工作角度設(shè)定在%26;#177;25%26;#176;以內(nèi)。根據(jù)真實鰭角與反饋電壓的比例關(guān)系,可以確定鰭角在%26;#177;25%26;#176;時對應(yīng)的反饋電壓是%26;#177;2.2V,將這兩個電壓值作為PLC對輸入電壓信號進(jìn)行檢測的參考值。在PLC程序中分別用十進(jìn)制數(shù)值%26;#177;K440表示兩個參考電壓。PLC控制信號在輸出給電液伺服閥前也要進(jìn)行檢測,這一步檢測的標(biāo)準(zhǔn)不是減搖鰭的工作額定電壓,而是電液伺服閥的額定電流,目的是保證伺服閥可以正常安全工作。伺服閥工作的額定電流為%26;#177;8mA,線圈電阻為1000%26;#177;100Ω。由于FP0系列PLC輸出電流范圍在0~20mA之間,無法為伺服閥提供負(fù)電流,但PLC的電壓輸出范圍在%26;#177;10V之間,因此將電壓值作為指令信號輸入伺服閥。伺服閥串聯(lián)后線圈電阻為2000Ω,由此得到伺服閥工作的電壓可以達(dá)到%26;#177;16V。系統(tǒng)設(shè)計中,為使伺服閥始終工作在線性區(qū),將PLC對伺服閥的輸入電壓限定在%26;#177;8V以內(nèi)在PLC程序中分別用%26;#177;K1600表示兩個參考電壓如指令信號在%26;#177;8V之內(nèi),則正常輸出,如果超過%26;#177;8V的范圍,則按照%26;#177;8V輸出。  由于松下FP0系列PLC的PID命令不支持負(fù)數(shù)運算,所以隨動系統(tǒng)控制部分采用自行設(shè)計的PD控制命令。每次程序啟動前PLC都先自動對各主要寄存器清零,以消除程序啟動時系統(tǒng)產(chǎn)生不必要的動作。另外由于松下FP0型號不提供小數(shù)運算,因此對無法整除的數(shù)據(jù)只能采用四舍五入的處理方法,比例系數(shù)只能設(shè)定成整數(shù)。為了克服這一缺點,程序先將存儲于DT20中的指令信號與鰭角反饋信號的差值乘以一個十進(jìn)制的系數(shù)(如K47),將得到的數(shù)值存儲在DT30中,再將DT30中的數(shù)據(jù)除以一個十進(jìn)制系數(shù)(如K10),這樣最終得到的數(shù)據(jù)與DT20中的數(shù)值直接乘以4.7后的結(jié)果幾乎完全相同,有時兩者之間會存在一個很小的偏差,可以忽略不計。這樣就解決了比例系數(shù)只能是整數(shù)的不足,更準(zhǔn)確地實現(xiàn)了比例控制。 2.5 隨動系統(tǒng)性能分析 系統(tǒng)軟件設(shè)計完畢后,按要求安裝,對各端口進(jìn)行測試,確保可以正常工作后將系統(tǒng)啟動。給設(shè)計完成的隨動系統(tǒng)輸入一個幅值為1V的階躍信號,得到系統(tǒng)的單位階躍響應(yīng)如圖4所示。 從圖中可以看到,系統(tǒng)的最大超調(diào)量在2%以內(nèi),上升時間小于0.6s,過渡時間小于0.8s,暫態(tài)過程中的振蕩次數(shù)為3。上述各項指標(biāo)完全符合減搖鰭隨動系統(tǒng)的工作要求。 除了良好的暫態(tài)品質(zhì)以外,還要求足夠的穩(wěn)態(tài)控制精度5。穩(wěn)態(tài)控制精度反映了對系統(tǒng)的穩(wěn)態(tài)特性或控制的穩(wěn)態(tài)精度的要求。對于恒值控制系統(tǒng),在工作中如果給定值不變,要求輸出量也不變,因此注意的是擾動量所引起的穩(wěn)態(tài)誤差;而對于隨動系統(tǒng),給定量以任意規(guī)律變化,則要求輸出量以一定的精度跟隨給定量變化,因此注意的是被控量和給定量之間的誤差。在檢測隨動系統(tǒng)性能的實驗中,輸入的階躍信號幅值為1V,系統(tǒng)的穩(wěn)態(tài)輸出為0.986V,穩(wěn)態(tài)誤差小于2%。上述各種指標(biāo)均符合減搖鰭系統(tǒng)對隨動系統(tǒng)的要求。
由于松下FP0系列PLC的PID命令不支持負(fù)數(shù)運算,所以隨動系統(tǒng)控制部分采用自行設(shè)計的PD控制命令。每次程序啟動前PLC都先自動對各主要寄存器清零,以消除程序啟動時系統(tǒng)產(chǎn)生不必要的動作。另外由于松下FP0型號不提供小數(shù)運算,因此對無法整除的數(shù)據(jù)只能采用四舍五入的處理方法,比例系數(shù)只能設(shè)定成整數(shù)。為了克服這一缺點,程序先將存儲于DT20中的指令信號與鰭角反饋信號的差值乘以一個十進(jìn)制的系數(shù)(如K47),將得到的數(shù)值存儲在DT30中,再將DT30中的數(shù)據(jù)除以一個十進(jìn)制系數(shù)(如K10),這樣最終得到的數(shù)據(jù)與DT20中的數(shù)值直接乘以4.7后的結(jié)果幾乎完全相同,有時兩者之間會存在一個很小的偏差,可以忽略不計。這樣就解決了比例系數(shù)只能是整數(shù)的不足,更準(zhǔn)確地實現(xiàn)了比例控制。 2.5 隨動系統(tǒng)性能分析 系統(tǒng)軟件設(shè)計完畢后,按要求安裝,對各端口進(jìn)行測試,確保可以正常工作后將系統(tǒng)啟動。給設(shè)計完成的隨動系統(tǒng)輸入一個幅值為1V的階躍信號,得到系統(tǒng)的單位階躍響應(yīng)如圖4所示。 從圖中可以看到,系統(tǒng)的最大超調(diào)量在2%以內(nèi),上升時間小于0.6s,過渡時間小于0.8s,暫態(tài)過程中的振蕩次數(shù)為3。上述各項指標(biāo)完全符合減搖鰭隨動系統(tǒng)的工作要求。 除了良好的暫態(tài)品質(zhì)以外,還要求足夠的穩(wěn)態(tài)控制精度5。穩(wěn)態(tài)控制精度反映了對系統(tǒng)的穩(wěn)態(tài)特性或控制的穩(wěn)態(tài)精度的要求。對于恒值控制系統(tǒng),在工作中如果給定值不變,要求輸出量也不變,因此注意的是擾動量所引起的穩(wěn)態(tài)誤差;而對于隨動系統(tǒng),給定量以任意規(guī)律變化,則要求輸出量以一定的精度跟隨給定量變化,因此注意的是被控量和給定量之間的誤差。在檢測隨動系統(tǒng)性能的實驗中,輸入的階躍信號幅值為1V,系統(tǒng)的穩(wěn)態(tài)輸出為0.986V,穩(wěn)態(tài)誤差小于2%。上述各種指標(biāo)均符合減搖鰭系統(tǒng)對隨動系統(tǒng)的要求。 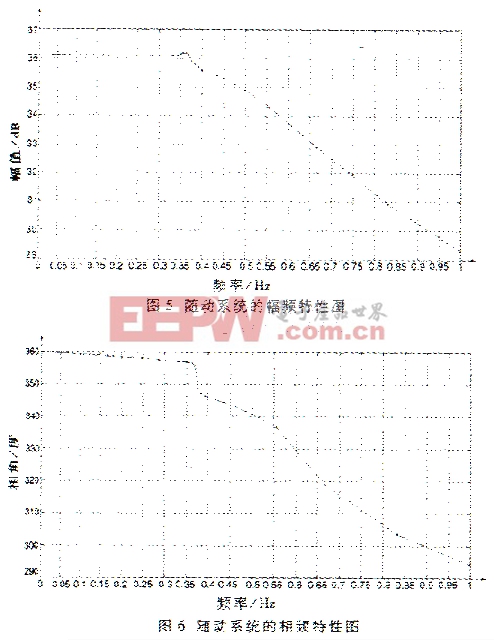 根據(jù)鰭角與鰭角反饋電壓的比例關(guān)系圖,將輸入幅值在%26;#177;0.9V之間變化的正弦信號作為指令信號,使減搖鰭在指令信號的控制下,在%26;#177;10%26;#176;之間來回擺動。保持指令信號的幅值不變,改變信號的頻率,得到被控系統(tǒng)相應(yīng)的幅值和相角。根據(jù)實驗數(shù)據(jù)可以得到隨動系統(tǒng)的幅頻特性和相頻特性,分別如圖5和圖6所示。需要注意的是,系統(tǒng)頻率特性圖中的橫坐標(biāo)不是通常使用的對數(shù)分度lgω,而是直接使用ω。 觀察隨動系統(tǒng)的幅頻特性圖可以看出,系統(tǒng)在頻率小于0.35Hz之前表現(xiàn)出了類似放大環(huán)節(jié)的特性,且此時系統(tǒng)的輸出幾乎沒有任何明顯變化,與角頻率變化無關(guān),非常準(zhǔn)確地實現(xiàn)了指令信號的輸出,系統(tǒng)非常穩(wěn)定。從0.35Hz開始,隨著頻率的增大,系統(tǒng)的幅頻特性和相頻特性均發(fā)生了改變。從整個變化過程來看,系統(tǒng)表現(xiàn)出類似慣性環(huán)節(jié)的特性,因此可以將ω=0.35Hz近似地認(rèn)為是系統(tǒng)的轉(zhuǎn)折頻率或交接頻率。 與幅頻特性相同,隨動系統(tǒng)的相頻特性圖也顯示出系統(tǒng)在ω=0.35Hz之前的相角滯后非常小,在5%26;#176;以內(nèi),可以忽略不計。在0.35Hz之后相角發(fā)生了明顯的變化,整個變化趨勢也類似于一個慣性環(huán)節(jié)。但與典型的慣性環(huán)節(jié)不同,在所認(rèn)為的轉(zhuǎn)折頻率ω=0.35Hz處,系統(tǒng)的相角沒有滯后45%26;#176;左右,系統(tǒng)也沒有象典型慣性環(huán)節(jié)一樣相移-arctgTω,與角頻率ω表現(xiàn)出嚴(yán)格的反正切關(guān)系。 從整個系統(tǒng)表現(xiàn)出的幅頻特性和相頻特性來看,改造后的隨動系統(tǒng)可以近似地認(rèn)為是由一個放大環(huán)節(jié)與慣性環(huán)節(jié)串聯(lián)組成,系統(tǒng)在頻率小于0.35Hz的低頻段表現(xiàn)出了較好的性能,符合減搖鰭系統(tǒng)對隨動系統(tǒng)的要求,可以很好地工作。 由于PLC在軟件和硬件上具有突出的優(yōu)點,隨動系統(tǒng)的穩(wěn)定性和精度都有所提高,系統(tǒng)的安裝和修改也更為簡單方便。經(jīng)過運行測試,改造后的隨動系統(tǒng)符合設(shè)計要求,能夠穩(wěn)定運行,確保了船舶減搖鰭系統(tǒng)的正常工作。隨動系統(tǒng)的改造完成后,將利用可編程控制器繼續(xù)完成減搖鰭控制器的設(shè)計,從而形成一套完整的應(yīng)用可編程控制器實現(xiàn)的船舶減搖控制系統(tǒng)。
根據(jù)鰭角與鰭角反饋電壓的比例關(guān)系圖,將輸入幅值在%26;#177;0.9V之間變化的正弦信號作為指令信號,使減搖鰭在指令信號的控制下,在%26;#177;10%26;#176;之間來回擺動。保持指令信號的幅值不變,改變信號的頻率,得到被控系統(tǒng)相應(yīng)的幅值和相角。根據(jù)實驗數(shù)據(jù)可以得到隨動系統(tǒng)的幅頻特性和相頻特性,分別如圖5和圖6所示。需要注意的是,系統(tǒng)頻率特性圖中的橫坐標(biāo)不是通常使用的對數(shù)分度lgω,而是直接使用ω。 觀察隨動系統(tǒng)的幅頻特性圖可以看出,系統(tǒng)在頻率小于0.35Hz之前表現(xiàn)出了類似放大環(huán)節(jié)的特性,且此時系統(tǒng)的輸出幾乎沒有任何明顯變化,與角頻率變化無關(guān),非常準(zhǔn)確地實現(xiàn)了指令信號的輸出,系統(tǒng)非常穩(wěn)定。從0.35Hz開始,隨著頻率的增大,系統(tǒng)的幅頻特性和相頻特性均發(fā)生了改變。從整個變化過程來看,系統(tǒng)表現(xiàn)出類似慣性環(huán)節(jié)的特性,因此可以將ω=0.35Hz近似地認(rèn)為是系統(tǒng)的轉(zhuǎn)折頻率或交接頻率。 與幅頻特性相同,隨動系統(tǒng)的相頻特性圖也顯示出系統(tǒng)在ω=0.35Hz之前的相角滯后非常小,在5%26;#176;以內(nèi),可以忽略不計。在0.35Hz之后相角發(fā)生了明顯的變化,整個變化趨勢也類似于一個慣性環(huán)節(jié)。但與典型的慣性環(huán)節(jié)不同,在所認(rèn)為的轉(zhuǎn)折頻率ω=0.35Hz處,系統(tǒng)的相角沒有滯后45%26;#176;左右,系統(tǒng)也沒有象典型慣性環(huán)節(jié)一樣相移-arctgTω,與角頻率ω表現(xiàn)出嚴(yán)格的反正切關(guān)系。 從整個系統(tǒng)表現(xiàn)出的幅頻特性和相頻特性來看,改造后的隨動系統(tǒng)可以近似地認(rèn)為是由一個放大環(huán)節(jié)與慣性環(huán)節(jié)串聯(lián)組成,系統(tǒng)在頻率小于0.35Hz的低頻段表現(xiàn)出了較好的性能,符合減搖鰭系統(tǒng)對隨動系統(tǒng)的要求,可以很好地工作。 由于PLC在軟件和硬件上具有突出的優(yōu)點,隨動系統(tǒng)的穩(wěn)定性和精度都有所提高,系統(tǒng)的安裝和修改也更為簡單方便。經(jīng)過運行測試,改造后的隨動系統(tǒng)符合設(shè)計要求,能夠穩(wěn)定運行,確保了船舶減搖鰭系統(tǒng)的正常工作。隨動系統(tǒng)的改造完成后,將利用可編程控制器繼續(xù)完成減搖鰭控制器的設(shè)計,從而形成一套完整的應(yīng)用可編程控制器實現(xiàn)的船舶減搖控制系統(tǒng)。

pid控制器相關(guān)文章:pid控制器原理
合成孔徑雷達(dá)相關(guān)文章:合成孔徑雷達(dá)原理
評論