陶瓷電容 失效分析

片式多層瓷介電容器(MLCC)除有電容器“隔直通交”的通性特點外,還有體積小、比容大、壽命長、可靠性高和適合表面安裝等特點。隨著電子行業的飛速發展,作為電子行業的基礎元件,片式多層磁介電容器也以驚人的速度向前發展,每年以10%~15%的速度遞增。 毫不夸張地說,MLCC是電子大米,不可或缺。當MLCC失效時會導致整個電子系統出現故障,因此本文將MLCC的選型和失效分析做一個簡單的科普介紹。 MLCC結構主要包括三大部分:陶瓷介質,金屬內電極,金屬外電極。而片式多層瓷介電容器它是一個多層疊合的結構,簡單地說它是由多個簡單平行板電容器的并聯體,結構示意圖如下所示。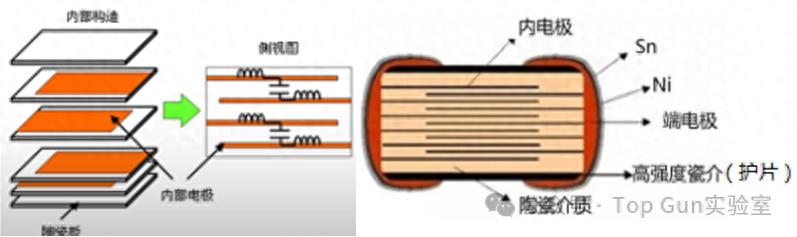 MLCC大致可分為I類(低電容率系列)和II類(高電容率系列)兩類,根據溫度特性還可以進一步細分,溫度特性由EIA規格與JIS規格等制定。
MLCC大致可分為I類(低電容率系列)和II類(高電容率系列)兩類,根據溫度特性還可以進一步細分,溫度特性由EIA規格與JIS規格等制定。 I類MLCC長處是由溫度引起的容量變化小,短處是因電容率低不能具有太大容量,因此I類常用于溫度補償、高頻電路和濾波器電路等;II類MLCC長處是因電容率高能夠具有大容量,短處是由溫度引起的容量變化大,因此II類常用于平滑電路、耦合電路和去耦電路等。
I類MLCC長處是由溫度引起的容量變化小,短處是因電容率低不能具有太大容量,因此I類常用于溫度補償、高頻電路和濾波器電路等;II類MLCC長處是因電容率高能夠具有大容量,短處是由溫度引起的容量變化大,因此II類常用于平滑電路、耦合電路和去耦電路等。
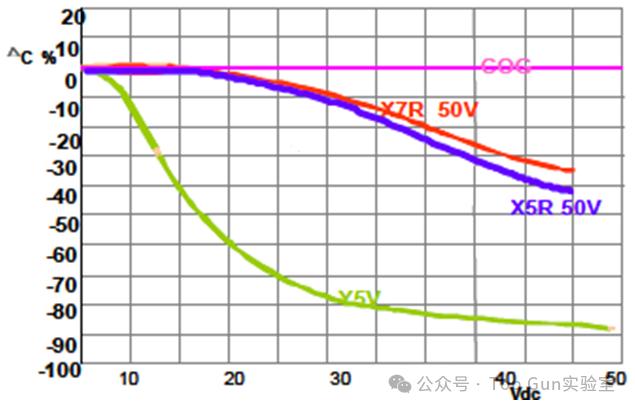
MLCC的關鍵參數為電容值、容差、耐壓、絕緣電阻和相關特性曲線等,其中設計人員比較關注電容值、容差、耐壓和絕緣電阻這幾個參數,但是也要充分考慮MLCC在不同工作溫度的容量變化率和DC-Bias效應導致的容量下降問題。
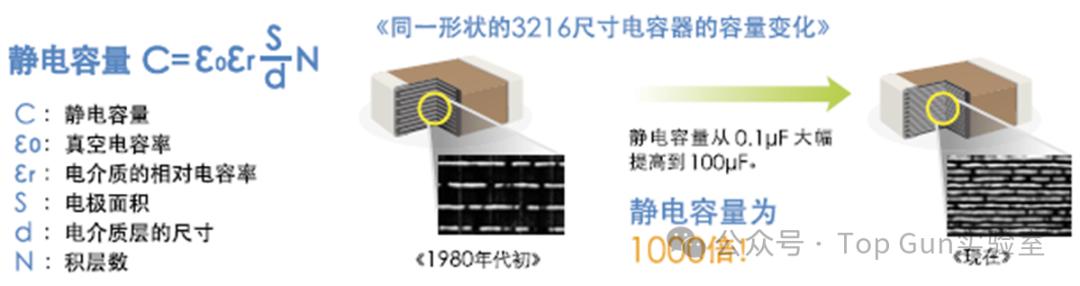
1)電容值:即靜電容量,MLCC發展方向是小型化、大容量。
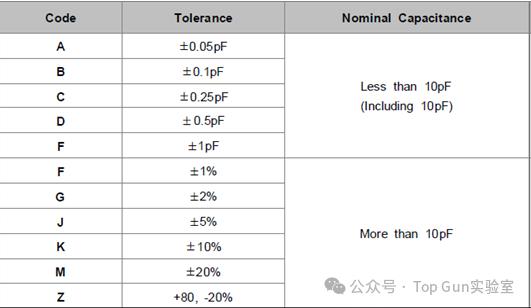
2)容差:在特定條件下測試的容值允許偏差范圍,通常通過測試MLCC實際容值來檢查是否滿足被檢MLCC容差是否符合規格要求。
 3)損耗角正切(DF):MLCC的損耗角正切值(Dissipation Factor),定義為有功功率與無功功率的比值,DF=tanδ=ω·C·ESR。II類MLCC具有很高的介電系數和較大的損耗角正切值。DF是一種材料本征特性,是與介質材料、制造工藝等相關的重要質量參數。
3)損耗角正切(DF):MLCC的損耗角正切值(Dissipation Factor),定義為有功功率與無功功率的比值,DF=tanδ=ω·C·ESR。II類MLCC具有很高的介電系數和較大的損耗角正切值。DF是一種材料本征特性,是與介質材料、制造工藝等相關的重要質量參數。
4)耐壓:即介質擊穿強度,介質強度表征的是介質材料承受高強度電場作用而不被電擊穿的能力,通常用伏特/密爾(V/mil)或伏特/厘米(V/cm)表示。 當外電場強度達到某一臨界值時,材料晶體點陣中的電子克服電荷恢復力的束縛并出現場致電子發射,產生出足夠多的自由電子相互碰撞導致雪崩效應,進而導致突發擊穿電流擊穿介質,使其失效。 除此之外,介質失效還有另一種模式,高壓負荷下產生的熱量會使介質材料的電阻率降低到某一程度,如果在這個程度上延續足夠長的時間,將會在介質最薄弱的部位上產生漏電流,這種模式與溫度密切相關,介質強度隨溫度提高而下降。 任何絕緣體的本征介質強度都會因為材料微結構中物理缺陷的存在而出現下降,由于材料體積增大會導致缺陷隨機出現的概率增大,因此介質強度反比于介質層厚度;類似地,介質強度反比于MLCC內部電極層數和其物理尺寸。基于以上考慮,需對MLCC進行耐壓測試(一般為其工作電壓的2.5倍)檢查其耐壓性能,要求被檢MLCC不發生擊穿失效。
5)絕緣電阻:絕緣電阻表征的是介質材料在直流偏壓梯度下抵抗漏電流的能力,對于陶瓷介質來說,理論上其電阻率是無窮大的,但因為材料原子晶體結構中存在雜質和缺陷會導致電荷載流子出現,因此實際上陶瓷介質的電阻率也是有限的,并非無窮大。MLCC的絕緣電阻取決于介質材料配方、工藝過程(燒結)和測量時的溫度,同耐壓一樣,絕緣電阻會隨溫度的提高而下降。通過在常溫測試MLCC的絕緣電阻可以考核其燒結質量。
5)其他參數:除上述參數外,MLCC設計選用時還需參考相關特性曲線,如電壓-電容量變化率特性圖、阻抗-頻率特性圖等。在特定條件下,一個合格的MLCC電容值會表現出“失效”的狀態,例如,一個10μF,0603,6.3V的電容在-30℃下直流偏置1.8V時測量值可能只有4μF。
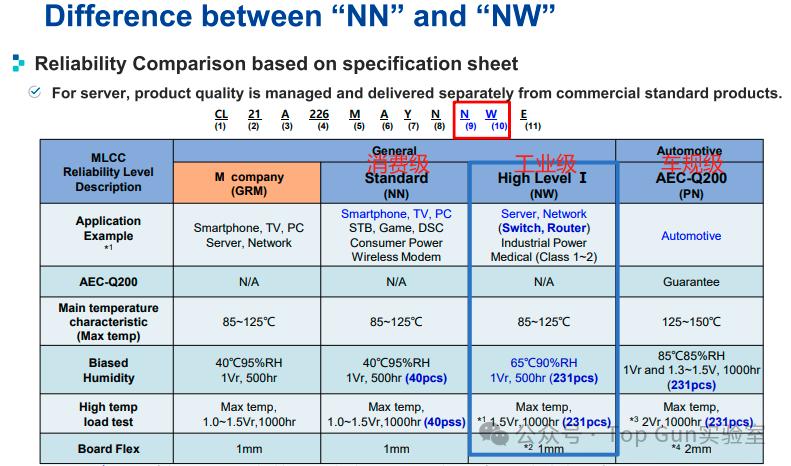
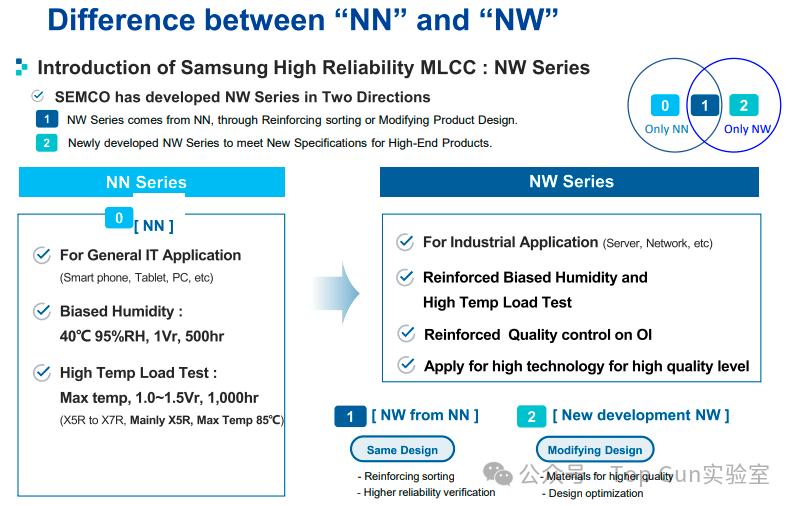
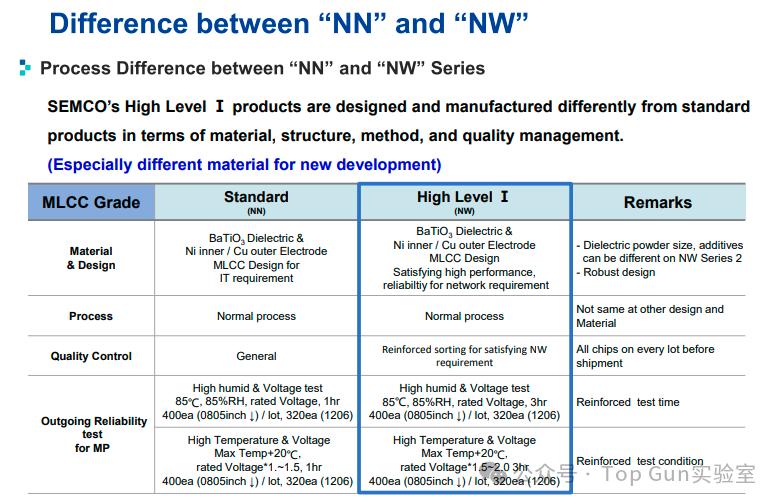
特別重要的,選型除了對規格參數進行確認外,還需要考慮MLCC的質量等級是否與產品質量需求所匹配。傳統的MLCC質量等級只有消費級和車規級,但是三星機電因為一些歷史故事,因此在消費級和車規級中間增加了工業級的分級。
常見的失效模式主要為短路,導致短路的因素主要有如下幾個:
1、制造方面因素
1)介質材料缺陷
介質內空洞:陶瓷粉料內的有機或無機污染、燒結過程控制不當等會導致介質內空洞產生。空洞會使耐壓強度降低,發生過電擊穿,與電應力過大導致電極融入形貌相似,還會引起漏電,漏電導致器件內部局部發熱,進一步降低陶瓷介質的絕緣性能,形成惡性循環,嚴重時會使MLCC開裂、爆炸甚至燃燒。
介質分層:MLCC燒結為多層材料堆疊共燒,燒結溫度高(可達1000℃以上)。層間結合力不強、燒結過程中內部污染物揮發、燒結工藝控制不當都可能導致分層。分層會導致介質擊穿引起短路失效,與電應力過大導致電極融入形貌相似。
2)生產工藝缺陷
電極結瘤:電極結瘤會導致耐壓強度降低發生擊穿,與電應力過大導致電極融入形貌相似。MLCC燒結時溫控失調,有機物揮發速率不均衡,嚴重時會出現微裂紋。這些微裂紋在短時間內可能不影響電氣性能,若未在生產環節檢驗出來,在運輸、加工、使用過程中裂紋可能進一步增大。
2、生產工藝方面因素
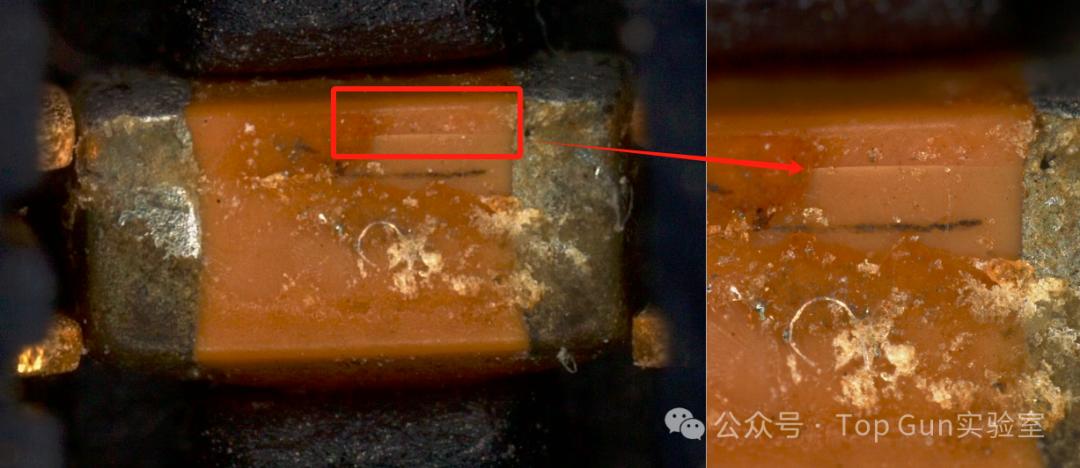
熱應力裂紋形成機制:熱應力裂紋是由于機械結構不能在短時間內消除因溫度急劇變化所帶來的機械張力而形成,這種張力是由熱膨脹系數、導熱性及溫度變化率間的差異所造成。熱應力產生的裂紋主要分布區域為陶瓷體靠近端電極的兩側,常見表現形式為貫穿陶瓷體的裂紋,有的裂紋與內電極呈現90°。這些裂紋產生后,多數情況下在剛剛使用時整機可正常工作,但使用一段時間后,裂紋內部會不斷進入水汽或離子,在外加電壓的情況下,致使兩個端電極間的絕緣電阻降低而導致電容器失效。
焊接導致的熱應力失效:焊接是MLCC焊盤承受熱沖擊比較嚴重的情況,此時會出現焊接導致的熱應力失效。主要由于器件在焊接(特別是波峰焊)時承受溫度沖擊所致,不當返修也是導致溫度沖擊裂紋的重要原因。
3、應用不當因素
溫度過高:MLCC工作環境溫度過高時,導致電容值下降、漏電流增大等現象。
電壓過高:MLCC的額定工作電壓是在一定條件下得出的,超過額定電壓使用會使電容器內部的電場強度增大,導致介質擊穿。
頻率過高:當頻率過高時,電容器的阻抗會減小,導致電流過大,使電容器發熱嚴重,甚至燒毀。并且高頻下電容器的介質損耗也會增大,降低電容器的使用壽命。
機械應力:MLCC在安裝和使用過程中受到機械應力(如振動、沖擊等)作用時,可能導致電容器內部的電極斷裂、介質破碎等現象。MLCC抵抗彎曲能力比較差,在器件組裝過程中(如貼片對中、工藝過程中電路板操作、流轉過程中的人、設備、重力等因素、通孔元器件插入、電路測試、單板分割、電路板安裝、電路板定位鉚接、螺絲安裝等操作)任何可能產生彎曲變形的操作都可能導致器件開裂。這種裂紋一般起源于器件上下金屬化端,沿一定方向擴展。
濕度和腐蝕性環境:濕度過高可能使電容器內部的介質吸濕,導致電容值下降;腐蝕性環境可能腐蝕電容器內部的電極和介質,使電容器失效。
失效分析流程與方法:
1、電特性測試:使用LCR電橋進行容值和DF值的測試,使用絕緣測試儀測試絕緣耐壓,通常MLCC失效樣品以短路為主。
2、外觀檢查:通常進行6面檢查,檢查是否有明顯的異常。
3、故障點粗定位:使用Thermal進行故障點定位,如果沒有該步驟直接進入到步驟4也可,但通過故障點粗定位可以大致了解故障點位置,以便清楚的掌握切片觀察的位置。

4、制樣切片,缺陷觀察:本文將介紹最常見的集中典型的故障形貌。
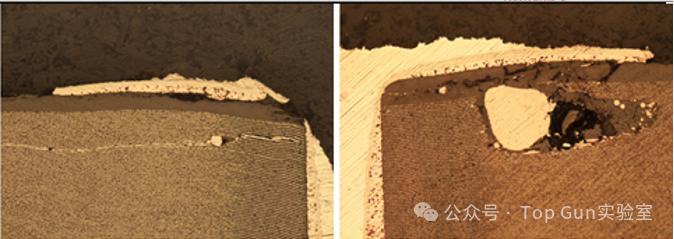
1)“EOS過電形貌”:通常是點失效,會伴隨著二次損傷導致分層或者裂紋
案例1:點擊穿短路,由點向兩側延伸

案例2:點擊穿短路,發熱導致發生二次損傷,形成介質分層形貌
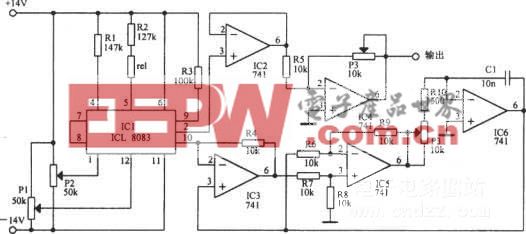
怎么判斷是過電壓還是物料缺陷導致的“EOS”:對于MLCC來說,發生電擊穿除了與電場強度有關外,還與其內部電極的邊緣電場畸變有更為直接的關系。在MLCC的內部,電場分布情況見下左圖所示。在A、B兩點的左側,鄰近的兩個金屬電極平行相對,是典型的平板電容器結構,內部分布著均勻電場E1;在A、B兩點的右側,上面一層是短電極,金屬電極層在A點被陶瓷介質阻斷,與相鄰外電極CD不相連,下面一層金屬長電極與外電極在C點緊密連接,這種長短不齊的結構造成了電場畸變,使之在ABCD區域內為非均勻電場。在陶瓷介質中取兩個柱形高斯閉合面,詳見下右圖。
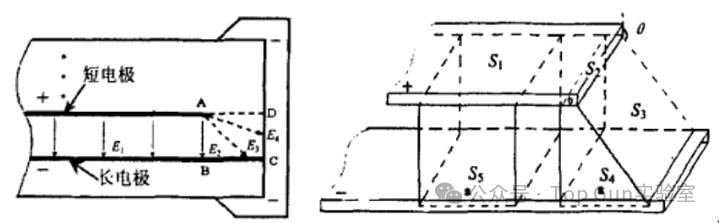
兩個柱狀高斯閉合面一個是在均勻電場內的長方形柱體,另一個是在非均勻電場但與均勻電場交界的梯形柱體。兩個柱體的上下底面均與金屬電極平行,下底S4、S5取在金屬電極層內,上底S1、S2取在陶瓷介質中并靠近金屬電極層。設金屬電極層內的電荷密度均為σ。
對于均勻電場內的長方體柱體,在金屬下電極層內E=0、D=0(注:D代表電位移矢量),故S5上無通量;側壁可視作電力管,與電力線平行,也無通量,唯一有通量的是在S1面。則包圍在此閉合高斯面內的自由電荷Q1=σ*S5,它分布在短電極下側的表面上,按照有介質時的高斯定理:
ΦSD1dS=Q1=σ*S5=D1S1 (1)
式中D1為均勻電場E1中的電位移矢量。
同理,對于非均勻電場內的梯形柱體,在金屬下電極層內E=0、D=0,故S4上無通量;側壁亦可視作電力管,與電力線平行,也無通量,只有在S2面上有通量,包圍在此閉合高斯面內的自由電荷Q2=σ*S4:
ΦSD3dS=Q2=σ*S4 (2)
式中D3為均勻電場E3中的電位移矢量,當S2中的邊長b取足夠小,則D3可近似為均勻,同時考慮到D3與S2的外法線方向存在夾角θ,則有:
ΦSD3dS=D3S2cosθ=Q2=σ*S4 (3)
如令S4=S5,由于金屬電極內的電荷密度σ處處相等,則Q1=Q2,則有:
D1S1= D3S2cosθ (4)
根據電位移矢量公式D=εE,則有:
E1S1= E3S2cosθ→S1/S2= E3*cosθ/E1= E2/E1 (5)
因為b足夠小,S2很小,因此S1/S2>>1,可得出E2>>E1。說明在A點的電場強度E2遠大于均勻電場E1。上述分析僅針對下電極BC段,其實外電極CD段的E4對E2方向上的電場強度也有貢獻,所以A點的實際電場強度比所分析的E2還要強。
所以,如果是過電壓導致的失效,故障點基本上是發生在A點,故障復現驗證結果可以佐證,詳見下圖。
 注:通過此理論,可以對故障可能原因進行一個初步的判斷。2)機械應力導致的失效形貌案例1:最常見的MLCC機械應力失效,通常為典型的45°裂紋。
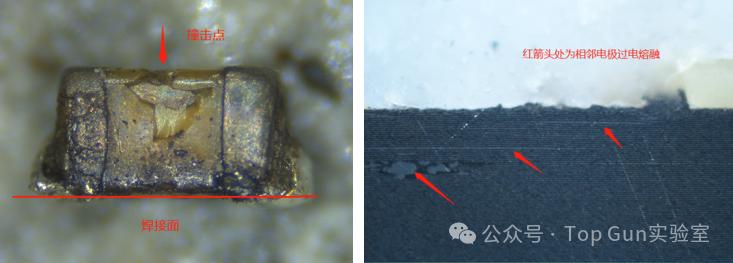
注:通過此理論,可以對故障可能原因進行一個初步的判斷。2)機械應力導致的失效形貌案例1:最常見的MLCC機械應力失效,通常為典型的45°裂紋。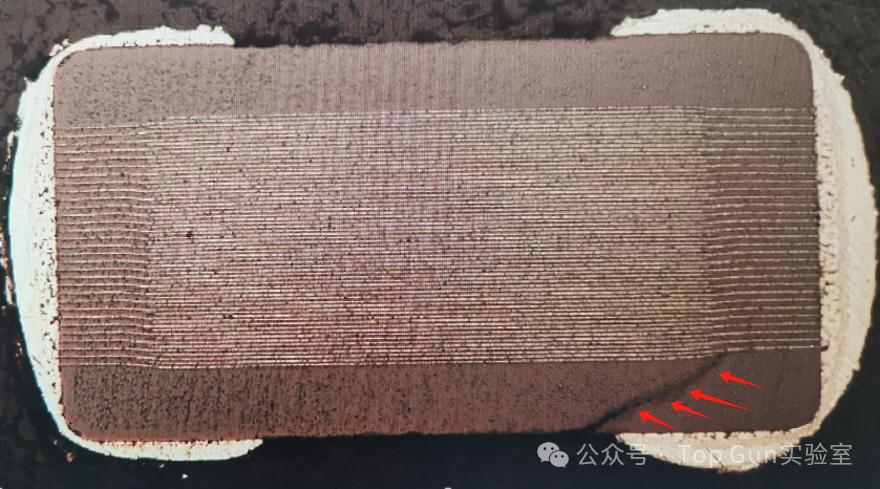 案例2:撞件導致MLCC失效。
案例2:撞件導致MLCC失效。



評論