基于自由擺的平板精確控制與激光追蹤系統

4 系統軟件設計
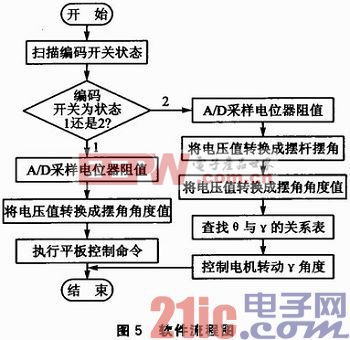
由于系統功能有兩個,需要在不同的模式下運行,故程序設計采用狀態機的設計思想,根據編碼開關的不同狀態,進入不同的模式控制,具體設計流程如圖5所示。程序開始后,掃描編碼開關的狀態,當系統掃描到編碼開關的狀態為狀態1時,系統執行平板控制命令;當系統掃描到編碼開關的狀態為狀態2時,系統執行激光追蹤命令。本文引用地址:http://www.104case.com/article/192953.htm
5 系統測試
5.1 平板控制測試
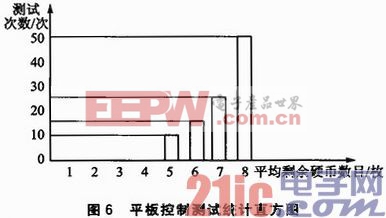
根據設計要求對系統平板控制功能的穩定性進行測試,測試方法為直接計數法。將單擺拉至60°,在平板上放置8枚硬幣,松開單擺,記錄單擺擺動5個周期后平板上剩余硬幣的數目。統計結果用直方圖表示,如圖6所示。其中,橫坐標表示平均每次剩余硬幣數目,縱坐標表示測試次數。測試表明,隨著測試次數的增加,平均剩余硬幣數目也隨著增加,平板控制功能趨向穩定。
5.2 激光追蹤測試
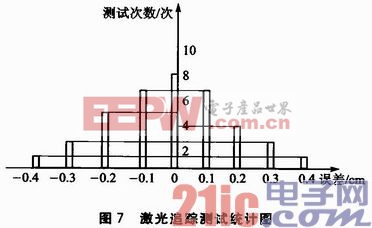
根據設計要求對系統激光追蹤功能進行測試,測試方案選用多次測量取平均值的方法。按圖3所示,在靶紙上確定靶心的位置,打開激光筆;啟動系統,在自由擺擺動過程中,觀察并記錄激光筆在靶紙上的紅色光斑與靶心的最大距離,這個最大距離就是本激光追蹤系統的誤差。按照上述方法多次測量,統計后得出激光追蹤系統的誤差范圍和穩定程度。具體結果如圖7所示,其中橫坐標表示誤差大小,縱坐標表示測試次數。經計算誤差平均值為0.13 cm。測試表明,隨著測試次數的增加,誤差平均值逐漸減小,激光追蹤性能較為穩定。
結語
本設計基于自由擺,以MSP430F5438單片機為控制核心,設計并實現了精確控制與激光追蹤系統,通過MATLAB建模實現了硬件與軟件的結合。經過測試,在誤差允許的范圍內驗證了系統可以實現基于單擺的平板精確控制與激光追蹤功能。




評論