CCD傳感器實時檢測技術在微細電火花加工機床上應用的優勢

圖2為總和所有結果出現頻率比。通過計算標準偏差我們可以得到人為因素對測量精度影響為當可信度為95%時的±4.05μm,并且此工件的平均寬度為9 996μm,即為-4μm偏離實際寬度。
3.1.2 高放大倍率CCD可視檢測儀——TolTec
TolTec250為放大倍率250的CCD可視檢測儀事一種高放大率并同時可安裝在線切割電火花機床和電火花刻磨機上。當該儀器被安裝在線切割電火花機床上后工件和鏡頭間的相對位置就已固定,但若是安裝在電火花刻磨機上就能對鏡頭進行調整。因此實驗過程中雖然此儀器被安裝在電火花刻磨機上,但為了模擬與新研發的組合式可視檢測系統同樣被安裝在線切割電火花機床上的測試條件,從觀測屏上看到的工件與XY基準線呈一定角度。
為了測試該儀器的精確度,以下實驗被組織:
實驗別分組織了13個人使用此儀器測量一標準工件的寬,每人可測量任意次數,到最后共46個測量結果被收集(平均每人每次測量用時5分鐘)。每次測量時共需要在工件的兩邊定義3點,然后利用電火花機床中得數控系統算出其中一點到另外兩點所確定直線上的垂直距離。本文引用地址:http://www.104case.com/article/160465.htm
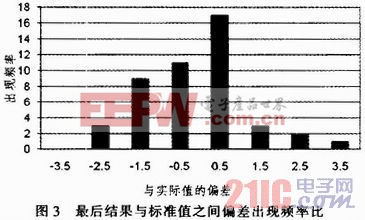
分析圖3可以得到此種手動測試法的精確度為可信度95%下的±2.6μm,并且-0.01μm偏離實際寬度。
3.2 自動測量法
3.2.1 光學測量儀
Optical Gaging Products(OGP)是一款基于光學原理的非接觸式高精度自動測量設備。使用此儀器進行測量時可以調試如光強,放大倍數等參數,因此為了確定最佳測量狀態,設計了以下一系列對比實驗。
10 mm寬標準工件再次被使用,下面分別是4組僅使用背景光照明情況下的對比實驗:1)最小放大率;2)最大放大率僅對焦一邊;3)最大放大率下對焦另一邊;4)最大放大率下對焦兩邊。最后結果可從表格2中讀出。

由上述結果可得,最高放大率下多次對焦實驗結果最好,95%可信度下的精確度可達±0.52μm。









評論