CCD傳感器實時檢測技術在微細電火花加工機床上應用的優勢

2 CCD傳感器實時檢測系統重復測量的穩定性
為了檢驗CCD傳感器實時檢測系統重復測量的穩定性,標準工件上3個小孔的直徑在同樣條件下被重復測試33 900次,總共438小時。同時,由于機械探頭接觸掃描式檢測儀器Leitz PMM866被廣泛用在測量工件質量的過程中,能滿足大多數客戶對精度的需求,所以,這種儀器的測量結果將被當做參照值。
表1分析總結收集的所有結果分別得到3個圓孔平均直徑和標準偏差,以及機械探頭接觸式儀器Leitz PMM866測量對比值。本文引用地址:http://www.104case.com/article/160465.htm
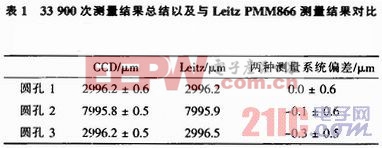
從表格1中可得所有圓孔半徑的標準偏差都在0.5μm左右,并且與Leitz PMM866所得結果的偏差從-0.3μm到0,都滿足小于1μm的需求。同時,所有結果的峰值偏移都在±1μm以內,同樣也滿足最初的精度需求。綜上所述,該系統重復測量結果精度都穩定在±1μm以內,滿足細微電火花機床對工件檢驗精度的需求。
3 與其他細微精加工中常用測量機器的對比
在微米精加工過程中不同的檢測機器被使用,為了與這些常用機械進行對比,設計了一系列的實驗來對比它們的精度。
3.1 手動式測量方法
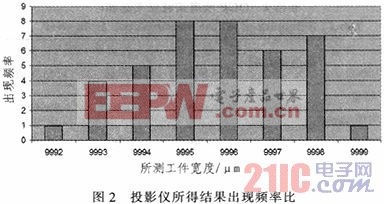
3.1.1 投影儀
這一類測量機器利用光學衍射原理在被測工件背面投射背景光,并使用高倍放大鏡頭進行接收放大后投射在觀測屏上。由于此種測量方式受人為影響較大,為了確定人為因素對最后結果精確度影響的程度,我們設計了如下實驗:一個寬10 mm的標準工件被用作待測工件,在投影儀的觀測屏上可以看到一個XY方向的基準線,測量過程中我們需要用人眼判斷出Y軸方向上基準線和工件邊緣的最佳吻合處。當確定位置后按下與投影儀相連用來讀取位置儀器上的按鈕,定義此處為(X,Y)=(0,0)點,然后轉動放著工件的托盤沿著X軸移動到此工件的另一邊緣,用同樣的方法記錄下另一邊緣處同一X方向上的另一點。此時可從儀器上讀取兩點間的距離,即為此標準工件兩邊緣間的間距。同樣的實驗被獨立重復50次。









評論