基于S7-300的交流伺服系統在汽車儀表板生產線中的應用

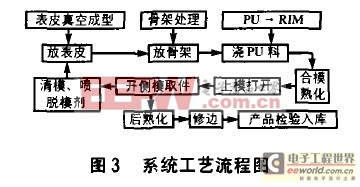
1.2 系統工藝流程
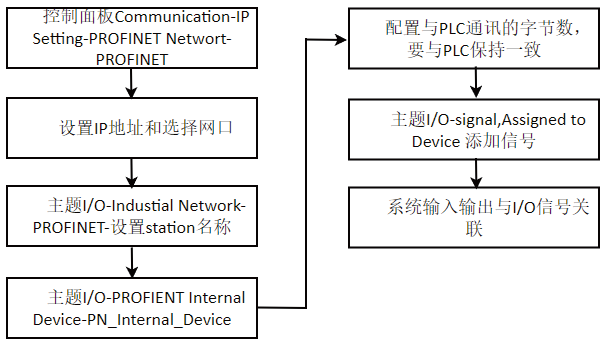
系統工藝流程如圖3。
2 系統軟件構成
2.1系統的動作時序
系統的動作時序圖如圖4。

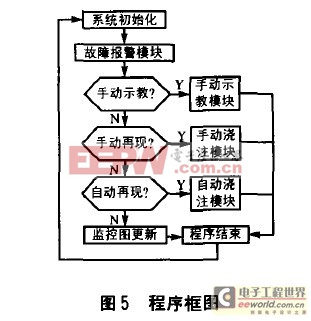
2.2 程序框圖及系統軟件
系統上位機監控軟件采用西門子公司WINCCV5.0軟件, 運用該軟件設計顯示澆注軌跡及示教參數輸入等, 中文人機界面, 操作方便。
下位機PLC程序采用西門子公司STEP7 V5.1軟件,實現編程監控。程序框圖如圖5。
3 結束語
由于采用西門子S7—300 PLC為核心的交流伺服系統代替原來的以單片機為核心的直流伺服系統,大大提高了控制可靠性。改造后的系統能完全滿足與發泡機、轉盤的協調控制, 符合注模工藝要求,系統性價比高, 操作方便, 經濟效益顯著。

伺服電機相關文章:伺服電機工作原理




評論