數(shù)控系統(tǒng)在凸輪軸高速磨床上的應(yīng)用

中達(dá)數(shù)控系統(tǒng)的方案從3個方面入手解決了這個問題。
1)數(shù)據(jù)示教方法設(shè)定,不需繁瑣的接口操作。以圖3中砂輪修整接口為例,操作者只需要移動到圖示金剛筆的起點的相應(yīng)位置,點擊按鍵“R34/R46”,數(shù)控系統(tǒng)就會自動將當(dāng)前的X、Z軸的機械坐標(biāo),直接賦值到對應(yīng)的關(guān)鍵工藝變量,不給操作者設(shè)定的機會,從而將設(shè)定錯誤的風(fēng)險降低為0。對于其他次要的相關(guān)工藝參數(shù),在集中在同一個中文參數(shù)接口中,采用圖標(biāo)設(shè)定接口,大大降低了設(shè)定錯誤的幾率。
2)利用系統(tǒng)自身的兩組軟限位,實現(xiàn)金剛筆修整位置和工件磨削位置動態(tài)軟限位功能。因為CNC對于NC程序的處理,是采用預(yù)讀的機制來處理CNC運動的軌跡,當(dāng)CNC預(yù)讀的軌跡數(shù)據(jù)大于CNC設(shè)定的軟限位時,數(shù)控系統(tǒng)便會先期發(fā)出報警,并禁止軸向運行,從而起到安全保護的作用。根據(jù)這一點,我們結(jié)合H6數(shù)控系統(tǒng)具有兩組軟限位的功能,及利用PLC的邏輯功能,判斷Z軸工作臺的位置,從而確定開啟相應(yīng)區(qū)域X軸的安全軟限位。這樣金剛筆修正和工件磨削時,都有軟件保護,從而徹底避免高速撞擊。同時,我們還利用H6數(shù)控系統(tǒng)的數(shù)學(xué)運算功能,在軟限位設(shè)定值初次設(shè)定后,根據(jù)砂輪修正后直徑變化,自動修正"X軸"系統(tǒng)軟限位值,做到全程的安全保護。如圖5所示。
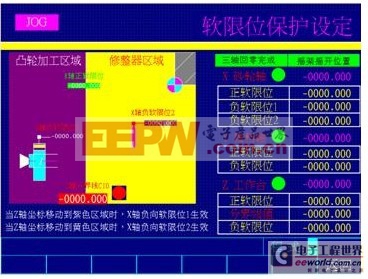
圖5 軟限位保護設(shè)定圖
3) MPG手搖輪測試。MPG手搖輪測試也是H6數(shù)控系統(tǒng)的一大特點,利用這一個特點,操作者在首次設(shè)定參數(shù)后,在程序測試模式下運行NC程序,數(shù)控系統(tǒng)會以NC規(guī)劃的路徑方向運行。但是進(jìn)給速率完全由操作者轉(zhuǎn)動手輪運行的快慢確定,當(dāng)發(fā)生機械干涉時,操作者只要停止旋轉(zhuǎn)手輪,數(shù)控系統(tǒng)就會停止進(jìn)給,從而完全避免參數(shù)設(shè)定錯誤,引起的撞機。
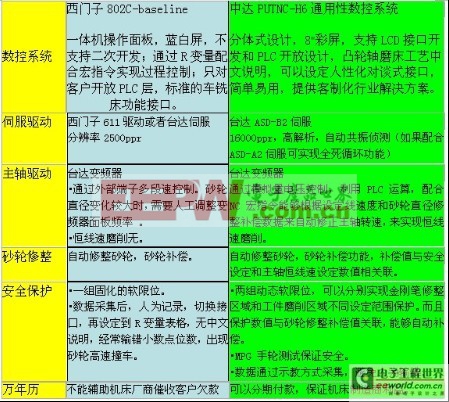
7.中達(dá)數(shù)控H6和西門子數(shù)控802C 方案比較
首次表1中清楚明了地表現(xiàn)力使用中達(dá)PUTNC-H6數(shù)控系統(tǒng)和使用西門子802C數(shù)控系統(tǒng)兩者之間的不同。
表1 使用西門子802C與中達(dá)PUTNC-H6數(shù)控系統(tǒng)的方案對比
8.結(jié)束語
本文從機理上概述了H6系統(tǒng)在凸輪軸磨床上的應(yīng)用特點。對于機床制造商而言,中達(dá)電通為其運用量身定度的控制解決方案,完全能夠?qū)崿F(xiàn)原有方案的控制要求,同時又可以根據(jù)機床最終使用者遇到的實際情況,站在最終用戶的角度去思考問題,提出獨樹一幟的解決方案,這就是中達(dá)電通H6數(shù)控系統(tǒng)的核心競爭力。

伺服電機相關(guān)文章:伺服電機工作原理

評論