基于數控系統底層通信的實時誤差補償及應用

0 引言
本文引用地址:http://www.104case.com/article/201609/297080.htm航天航空業、國防工業和機械制造業的迅速發展,對數控機床的加工精度提出了越來越高的要求。而數控機床的幾何誤差、熱誤差及切削力引起的誤差是影響機床精度的關鍵因素,這三項因素所造成的誤差約占總誤差的80%。誤差補償是提高機床精度經濟有效的方法,在機械加工業中受到高度重視。
誤差補償的過程通常是先采用激光干涉儀、球桿儀、平面光柵等檢測儀器測量數控機床的誤差,再進行建模補償。目前常用的補償手段有以下幾種:栙修改G 代碼補償法,其不足是實時性差;栚壓電陶瓷制動補償法,其不足是反應慢、剛度低;栛數控系統內部參數調整補償法,如螺距補償、齒隙補償、刀具長度補償、刀具半徑補償等,其不足是僅僅為靜態補償;栜機床外部坐標偏移補償法,其不足是受限于數控系統。
為實現數控機床誤差的實時補償,上海交通大學研制開發了基于外部坐標偏移的誤差實時補償系統,該系統由硬件執行平臺、補償器軟件平臺以及上位機操作、建模和分析軟件組成,可實現機床誤差在線實時補償。該方法的優點是不需要修改數控指令及數控系統的軟硬件,僅需在PMC 的原有梯形程序后添加少許程序,對原有系統不產生任何影響。
本文針對現有誤差補償技術的不足,為提高數控機床精度,實現基于CNC 底層通信的實時誤差補償,針對數控機床的幾何誤差、熱誤差等因素,研發一種用于數控機床實時誤差補償的功能模塊。該模塊可實現與CNC 底層數據實時交互,可實時修改數控系統機床坐標以實現機床誤差實時補償,其最大優點是補償器與CNC 底層直接通信,補償的速度和效率高,補償效果好。
1 基于底層通信的實時誤差補償
1.1 暋實時誤差補償功能的實現
為實現基于CNC 底層通信的實時誤差補償功能,參照GSK 25i 系統的功能模塊結構特征,研發基于CNC 底層通信的實時誤差補償功能模塊。實時誤差補償功能模塊的布局設計成接插板卡的形式,可與GSK 25i 系統母板連接,并作為數控系統基本配置功能模塊供用戶選擇。實時誤差補償功能模塊可與CNC 底層實時交互數據,數據傳輸速率達1Mbit/s 以上,能有效補償數控機床的多項誤差,具有很強的應用價值。
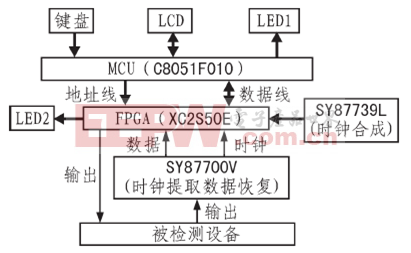
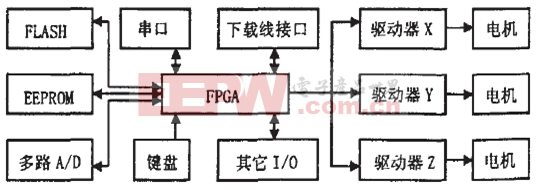
圖1為實時誤差補償模塊結構示意圖。基于CNC 底層通信的實時誤差補償功能模塊采用DSP 芯片作為主處理單元,可實時讀取各控制軸當前機床坐標和各溫度布點上的實時溫度值,并根據誤差模型進行相關補償量計算;實時誤差補償功能模塊還可在初始化階段讀取諸如加工參數、工件材料、是否啟用螺距補償等與補償執行效果相關的機床加工工藝信息,以實現不同加工條件下的誤差補償。實時誤差補償模塊通過溫度采集接口與外置溫度采集模塊連接以實現機床各溫度布點的實時溫度采集,溫度采集模塊安裝在機床電器控制柜內的導軌上,便于溫度傳感器線路連接和檢查。實時誤差補償模塊通過數據交互接口的數據處理芯片(FPGA),按照雙方共同制定的通信協議與CNC 進行各種數據交互。

圖1 實時誤差補償模塊結構示意圖
誤差實時補償模塊的外部存儲單元選用128MB 以上的Flash 存儲器,外部存儲單元一方面保存機床的各種誤差數學模型,另一方面劃分相關區域作為模型數據保存區、監控數據區和修正系數計算區域等。
1.2 實時誤差補償的功能模塊
基于CNC 底層通信的實時誤差補償模塊包括溫度采集模塊、誤差補償模塊、數據通信模塊和人機交互模塊。
1.2.1 溫度采集模塊
溫度采集模塊可選配熱電阻型溫度采集模塊、數字式溫度傳感器型溫度采集模塊或無線溫度傳感器型溫度采集模塊。溫度采集模塊的主要功能是實時采集機床各溫度布點的實時溫度。圖2 為溫度采集模塊結構示意圖。

圖2溫度采集模塊的結構示意圖
1.2.2 誤差補償模塊
誤差補償模塊包括主處理器和外部存儲器。主處理器采用與目前國內數控系統核心運算單元相匹配的DSP 芯片,采用DSP 編程格式翻譯原單片機編制的程序,并根據與CNC 的數據交互模式增加數據監控處理、實時信息保存、修正系數計算、人機界面訪問和參數設置等并行線程功能。外部存儲器采用大容量RAM 作為插卡式補償模塊外部存儲單元,通過合理區域劃分,可實現諸如模型數據保存、監控數據和修正系數計算等多種功能;此外,外部存儲器還可作為DSP 芯片初始化時的數據訪問單元和出廠默認參數存儲單元;另外,通過外部存儲單元,可保存大量的實際加工信息和補償信息,并可通過上位機專用訪問軟件讀取這些數據,可作為對實時誤差補償運行效果進一步研究的直接數據資料。
1.2.3 數據通信模塊
GSK25i 數控系統采用GSK-Link 網絡通信協議作為各功能模塊間的數據交互標準,基于底層通信的實時補償模塊同樣沿用GSK-Link網絡通信協議,在補償模塊和CNC 之間定義好需要交互的數據信息和數據傳送格式、校驗碼、數據接口類型等,可實現實時誤差補償模塊與CNC之間的高速數據通信(通信速率可達2Mbit/s)。采用該數據通信協議,可實現補償周期與CNC的插補周期同步效果,可最大限度提高補償模塊的補償效率和補償精度。
數據通信模塊的相關傳輸數據包括:栙補償功能觸發指令;栚補償模塊向CNC 輸入補償值時的數據存儲區域地址;栛機床各控制軸實時機床坐標數據存儲區域地址;栜機床各控制軸實時運動速度數據存儲區域地址;栞機床各控制軸傳動比和電子齒輪比數據存儲區域地址;栟主軸實際速度輸出數據存儲區域地址;栠機床運行狀態信息輸出數據存儲區域地址;栢溫度傳感器實時監控數據存儲區域地址;栣各軸實時補償值數據存儲區域地址;栤特殊指令(如溫度報警指令、絲杠間隙過大指令等)。
1.2.4 人機交互模塊
基于CNC 底層通信的實時誤差補償模塊本身不具有人機交互界面,由于實現了與CNC 的實時通信,因而可在CNC 界面上開發專門的補償控制界面,實現參數設置、數據監控等多種功能操作。相關補償界面設計如下:
(1)補償功能啟用和補償值輸入接口地址界面。如圖3 所示,通過對補償功能啟用參數EMS設置,決定CNC 是否啟動實時誤差補償功能,該項設置可通過CNC 檢索系統是否包含實時誤差補償模塊而自動進行設置。

圖3 補償功能啟用和補償值輸入接口地址界面


評論