數(shù)控系統(tǒng)在凸輪軸高速磨床上的應(yīng)用

6)支持第二組軟件限位功能,能夠通過(guò)PLC切換;
7) PLC輸入和輸出采用最新的分體式通訊模塊,可以自由組合擴(kuò)充,輸入點(diǎn)的開關(guān)類型支持NPN和PNP兩種類型自動(dòng)識(shí)別。
3.凸輪軸工件的加工工藝
該磨床的數(shù)控系統(tǒng)控制3個(gè)伺服軸,其中X軸驅(qū)動(dòng)砂輪架縱向進(jìn)給,用以決定凸輪的磨削尺寸;Z軸驅(qū)動(dòng)橫向位移工作臺(tái)位移,用以更換凸輪位置;Y軸驅(qū)動(dòng)靠模伺服,用以更換相應(yīng)的凸輪靠模。整改凸輪的加工方法類似于仿行加工。凸輪加工的精度要求在最大升程誤差≤0.05mm,凸輪表面粗糙度低于0.4μ。
4.砂輪的修整補(bǔ)償功能實(shí)現(xiàn)
磨削加工不同于車削加工,砂輪是由磨料顆粒和粘接劑壓制成的圓輪,用來(lái)磨削工件的表面。在磨削加工過(guò)程中,砂輪與工件是面與面的接觸,磨料的顆粒和粘合劑會(huì)脫落砂輪本體,從而使砂輪表面凹凸不平,修整就是利用金剛石刀具去除砂輪表面的不平,使砂輪變銳。當(dāng)砂輪修整后,砂輪的直徑就會(huì)發(fā)生相應(yīng)的減小,因此需要砂輪的修整補(bǔ)償功能。見(jiàn)圖3。
中達(dá)PUTNC-H6數(shù)控系統(tǒng)利用LCD開放的特點(diǎn),可以將用戶所需的工藝參數(shù)歸集在同一個(gè)界面中。中文注釋說(shuō)明和對(duì)談式的數(shù)據(jù)輸入接口,使操作者可以非常方便地輸入工藝參數(shù)。
同時(shí),當(dāng)調(diào)用磨削程序時(shí),數(shù)控系統(tǒng)可以利用豐富的宏程序運(yùn)算指令,實(shí)現(xiàn)砂輪補(bǔ)償?shù)臄?shù)學(xué)運(yùn)算。

圖3 砂輪修整設(shè)定圖
5.砂輪線速度設(shè)定
凸輪在修整后,砂輪的直徑會(huì)發(fā)生減少,早期的西門子802C數(shù)控系統(tǒng),因?yàn)閿?shù)控的底層變量并不開放給機(jī)械制造商,所以設(shè)計(jì)人員只能夠設(shè)定主軸變頻器的來(lái)源為變頻器面板控制,由外部端子來(lái)進(jìn)行速度切換,主軸轉(zhuǎn)速需要根據(jù)一個(gè)EXCEL表格,事先計(jì)算出變頻器頻率,再到變頻器面板上進(jìn)行相應(yīng)的參數(shù)修改,十分繁瑣。
使用中達(dá)電通H6數(shù)控系統(tǒng)的解決方案,主要應(yīng)用了該型號(hào)數(shù)控系統(tǒng)底層變量開放和PLC開放運(yùn)算的特點(diǎn)。根據(jù)砂輪主軸系統(tǒng)線速度模型公式,用戶只需在更換新砂輪時(shí),輸入相對(duì)應(yīng)的砂輪直徑和砂輪的線速度,數(shù)控系統(tǒng)就可以自動(dòng)根據(jù)砂輪直徑修整變化值和線速度工藝要求自動(dòng)進(jìn)行補(bǔ)償修整,從而實(shí)現(xiàn)砂輪的恒線速磨削。砂輪相關(guān)參數(shù),直接在數(shù)控系統(tǒng)上設(shè)定計(jì)算,由模擬量電壓控制變頻器運(yùn)行,從而無(wú)需修改變頻器參數(shù),大幅度提高加工精度和效率,避免了凸輪軸磨削時(shí)易發(fā)生的表面燒傷。見(jiàn)圖4。
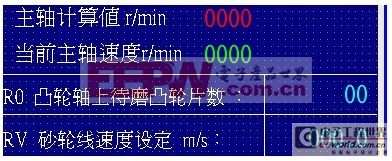
圖4 砂輪線速度設(shè)定圖
6.安全防護(hù)上的改進(jìn)
早期的西門子802C方案,因?yàn)閿?shù)控接口沒(méi)有開發(fā),操作者使用時(shí)需要在手動(dòng)模式先示教修整砂輪后,用筆記錄下當(dāng)前坐標(biāo),在折返R參數(shù)接口填寫相應(yīng)的數(shù)據(jù),且輸入數(shù)據(jù)無(wú)中文注釋,有時(shí)會(huì)出現(xiàn)數(shù)據(jù)輸入出錯(cuò),引發(fā)撞車,而碎掉砂輪。有時(shí)則因?yàn)椴僮魅藛T未注意工件和金剛筆的高度落差,位移X軸,直接撞擊高速砂輪面造成高速運(yùn)行的砂輪破裂飛出,從而引發(fā)安全危險(xiǎn)。

伺服電機(jī)相關(guān)文章:伺服電機(jī)工作原理

評(píng)論