配視覺系統(tǒng)的直角坐標(biāo)機(jī)器人的應(yīng)用實(shí)例

Editasc可采用Mtasc語言或G代碼編程,Mtasc語言為Editasc專用語言,具有如下一些特點(diǎn):
· 任意定義各種長(zhǎng)度、多種類型的變量和數(shù)組 ;
· 許多數(shù)學(xué)函數(shù);
· 多種循環(huán)程序;
· 多種條件
· 允許有任意層擴(kuò)展和嵌套;
· 調(diào)用子程序和調(diào)用其它語言的子程序;
· 極其方便的I/O口操作。
· 在程序的輸入和編輯過程中可以執(zhí)行任意一行或幾行程序,可方便地驗(yàn)證程序及數(shù)據(jù)的合理性。
四 幾個(gè)典型應(yīng)用
1 產(chǎn)品標(biāo)簽檢驗(yàn)
在幾乎所有的現(xiàn)代化批量生產(chǎn)過程中,產(chǎn)品包裝盒上所印文字、符號(hào)、產(chǎn)品上的標(biāo)簽等要求印刷精美,無任何缺陷和錯(cuò)誤。但實(shí)際中會(huì)出現(xiàn)下面的問題,如部分字符漏印,部分字符不完整,不同字符間混亂,如:5和6; 6和9印混了,字符位置不對(duì),字符的字體不對(duì)或不一致等。要解決上面的問題就必須選一優(yōu)秀的圖象處理系統(tǒng),對(duì)這些文字和符號(hào)進(jìn)行100%的可靠的檢驗(yàn),才能保證100%的合格率,達(dá)到真正的“零缺陷”。被檢驗(yàn)識(shí)別的文字和符號(hào)可以由下面的方式產(chǎn)生:印刷,噴碼,熱轉(zhuǎn)印和激光雕刻等。這更增加了檢驗(yàn)識(shí)別的難度。
本文CCD相機(jī)選用德國(guó)Vision Components公司智能攝像機(jī)VC2038。其配置如下:CCD芯片是Sony 1/2” 640*480點(diǎn),每秒25楨圖像,存儲(chǔ)器配置是16 MB SDRAM, 2 MB Flash Eprom, 8 bit overlay, CPU是TMS320C62XX,速度是1200MIPS (每秒1200百萬指令)。VC2038通過自帶RS232口 可以把位置數(shù)據(jù)傳給PC機(jī)。VC2038還自帶4路數(shù)字輸入口和4路數(shù)字輸出口。根據(jù)視場(chǎng)范圍和高度選用對(duì)應(yīng)的鏡頭。
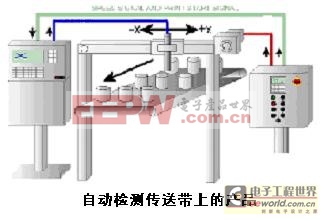
被檢驗(yàn)的產(chǎn)品在傳送帶上單排排放或如圖1所示的并列排放。機(jī)器人首先停止傳送帶,并把檢測(cè)頭移動(dòng)到第一個(gè)產(chǎn)品上方,識(shí)別系統(tǒng)開始自動(dòng)檢測(cè)識(shí)別第一個(gè)產(chǎn)品。機(jī)器人再把檢測(cè)頭移動(dòng)到第二個(gè)產(chǎn)品上方,接著識(shí)別系統(tǒng)開始自動(dòng)檢測(cè)第二個(gè)產(chǎn)品,如此依次識(shí)別完該排最后一個(gè)產(chǎn)品。再啟動(dòng)傳送帶把第二排產(chǎn)品移到檢測(cè)系統(tǒng)正下方,并開始該行產(chǎn)品的自動(dòng)檢驗(yàn)識(shí)別。
類似的應(yīng)用還可以在各種產(chǎn)品的外觀檢驗(yàn),包裝檢驗(yàn),商標(biāo)檢測(cè)等方面應(yīng)用。
2 印刷品質(zhì)量檢驗(yàn)
這里的任務(wù)是圖2產(chǎn)品的檢驗(yàn)。在圖2中被檢驗(yàn)的產(chǎn)品是透明塑料上的文字。機(jī)器人首先停止傳送帶,并勻速移動(dòng)檢測(cè)頭,識(shí)別系統(tǒng)在幾個(gè)特定的位置自動(dòng)檢測(cè)識(shí)別所印文字和符號(hào)。塑料再起動(dòng)一定長(zhǎng)度,機(jī)器人反向運(yùn)動(dòng),檢測(cè)系統(tǒng)開始該行產(chǎn)品的自動(dòng)檢驗(yàn)識(shí)別。
機(jī)器人是德國(guó)百格拉公司單軸機(jī)器人,由于負(fù)載小及移動(dòng)速度要求不高,故選用型號(hào)為L(zhǎng)M-P404 R-AT5,有效行程按任務(wù)要求選為1500毫米,驅(qū)動(dòng)電機(jī)是百格拉公司的步進(jìn)電機(jī)VRDM3910LWB,機(jī)器人控制系統(tǒng)選用百格拉公司的專用工控機(jī)TLCC。TLCC通過CAN總線控制TLC611步進(jìn)電機(jī)驅(qū)動(dòng)器。圖像處理系統(tǒng)選用德國(guó)Vision Experts公司的檢測(cè)系統(tǒng) VE 4000 OCV/2。圖2是該系統(tǒng)在實(shí)際使用中的照片。

德國(guó)Vision Experts公司的E 4000 OCV/2系統(tǒng)由智能CCD攝像機(jī)VC2038和專利識(shí)別軟件組成,可以檢測(cè)各種符號(hào),如:印刷的符號(hào)、噴碼符號(hào)、熱轉(zhuǎn)印、激光雕刻等。可以100%保證發(fā)現(xiàn)所有下面的問題:整個(gè)或部分字符漏印,不完整字符,不同字符間混亂,如5和6、6和9印混了,字符位置不對(duì),字符的字體不對(duì)或不一致。該系統(tǒng)可以識(shí)別多種符號(hào),當(dāng)圖像中要識(shí)別的符號(hào)與背景的對(duì)比度有些變化,如照明系統(tǒng)出了問題,甚至圖像背景里有某種規(guī)則的紋理時(shí),該系統(tǒng)也可以很好地工作。該系統(tǒng)也非常靈活,可以一分鐘僅檢測(cè)10個(gè)產(chǎn)品,也可以一小時(shí)檢測(cè)10萬個(gè)產(chǎn)品;可以同時(shí)檢測(cè)300個(gè)字符,也可以檢測(cè)同時(shí)含10種字體的符號(hào)集合。被檢測(cè)產(chǎn)品可以被旋轉(zhuǎn),實(shí)現(xiàn)在運(yùn)動(dòng)中實(shí)時(shí)動(dòng)態(tài)檢測(cè),E 4000 OCV/2系統(tǒng)自動(dòng)給出檢測(cè)數(shù)據(jù),有自檢和外部信號(hào)啟動(dòng)公式,檢測(cè)的符號(hào)可以縮小或放大,給出符號(hào)的位置數(shù)據(jù)。
不僅塑料檢測(cè)如此,其它方面如印刷品、木材、PS板等方面都采用類似的方法進(jìn)行檢測(cè)。
3 工件識(shí)別定位及抓取
隨著自動(dòng)化生產(chǎn)能力的提高,現(xiàn)代工廠中經(jīng)常會(huì)出現(xiàn)需要分類分揀的場(chǎng)合,那么就非常需要配合視覺系統(tǒng)的機(jī)器人來實(shí)現(xiàn)這項(xiàng)工作。該例子為對(duì)倉(cāng)庫中不同批次的產(chǎn)品進(jìn)行定位及抓取。在機(jī)器啟動(dòng)前,操作人員根據(jù)具體需求,通過計(jì)算機(jī)將需要搬運(yùn)的產(chǎn)品的批次傳輸給視覺系統(tǒng),當(dāng)機(jī)器人帶動(dòng)視覺系統(tǒng)到達(dá)產(chǎn)品上方時(shí),視覺系統(tǒng)通過獲取的圖像進(jìn)行識(shí)別,通常識(shí)別物為條碼,當(dāng)確認(rèn)該產(chǎn)品為需要搬運(yùn)的產(chǎn)品,那么視覺系統(tǒng)再通過獲取的圖像進(jìn)行精確定位,將坐標(biāo)值傳輸給機(jī)器人,機(jī)器人隨后運(yùn)動(dòng)到指定位置,進(jìn)行抓取搬運(yùn)。如果檢測(cè)該產(chǎn)品不是需要搬運(yùn)的產(chǎn)品,那么傳輸給機(jī)器人相應(yīng)的信號(hào),機(jī)器人移動(dòng)到下一工件位置進(jìn)行下一次檢測(cè)。

c語言相關(guān)文章:c語言教程
伺服電機(jī)相關(guān)文章:伺服電機(jī)工作原理
評(píng)論