詳談碳化硅蝕刻工藝——干法蝕刻

碳化硅(SiC)作為一種高性能材料,在大功率器件、高溫器件和發(fā)光二極管等領(lǐng)域有著廣泛的應(yīng)用。
本文引用地址:http://www.104case.com/article/202502/467055.htm其中,基于等離子體的干法蝕刻在SiC的圖案化及電子器件制造中起到了關(guān)鍵作用,現(xiàn)分述如下:
1、干法蝕刻概述
干法蝕刻的重要性
精確控制線寬:當器件尺寸進入亞微米級(<1μm)時,等離子體蝕刻因其相對各向異性的特性,能夠精確地控制線寬,成為SiC蝕刻的首選方法。
化學(xué)穩(wěn)定性挑戰(zhàn):SiC的化學(xué)穩(wěn)定性極高(Si-C鍵合強度大),使得濕法蝕刻變得困難。濕法蝕刻通常需要在高溫或特定條件下進行,且線寬控制難度大。因此,干法蝕刻成為解決這一問題的有效途徑。
干法蝕刻的主要方法
反應(yīng)離子蝕刻(RIE)是SiC干法蝕刻的主要方法。它通過物理濺射和化學(xué)腐蝕相結(jié)合的方式去除SiC材料。
物理濺射:利用等離子體發(fā)射的高能粒子轟擊SiC表面,實現(xiàn)材料的物理去除。
化學(xué)腐蝕:等離子體中的活性化學(xué)物質(zhì)與SiC表面物質(zhì)發(fā)生反應(yīng),促進材料的化學(xué)去除。
RIE蝕刻的工藝特點
氟基等離子體:氟基RIE蝕刻可以實現(xiàn)高蝕刻速率(100~1000?/min)和高度的各向異性,適用于亞微米尺寸的圖案化。
氣體組合:六氟化硫和氧氣是研究最多的氣體組合,廣泛用于SiC蝕刻。但金屬掩模會產(chǎn)生微掩蔽問題,導(dǎo)致蝕刻表面產(chǎn)生草狀結(jié)構(gòu)。
掩模材料:為了消除金屬顆粒的影響,研究使用了基于氯和溴的化學(xué)反應(yīng)物,但這些反應(yīng)物的蝕刻速率較慢。使用CMOS工藝兼容的掩模材料(如二氧化硅和氮化硅)是未來的研究方向。
RIE蝕刻的挑戰(zhàn)與解決方案
殘留物問題:長時間蝕刻后,SiC表面容易形成殘留物,導(dǎo)致表面粗糙。這可能是由于商用RIE系統(tǒng)設(shè)計用于大尺寸硅晶片,而非小尺寸的SiC襯底所致。
解決方案:優(yōu)化RIE工藝參數(shù),如氣體流量、蝕刻時間和等離子體功率等,以減少殘留物的生成。同時,開發(fā)適用于小尺寸SiC襯底的專用RIE系統(tǒng)也是解決這一問題的有效途徑。
反應(yīng)腔類型的影響
選擇合適的反應(yīng)腔類型和操作條件對于實現(xiàn)碳化硅蝕刻的高速率、高選擇性以及獲得垂直側(cè)壁和光滑表面至關(guān)重要。
常規(guī)反應(yīng)離子蝕刻系統(tǒng):使用兩個平行板和射頻等離子體發(fā)生器的常規(guī)反應(yīng)離子蝕刻系統(tǒng)通常具有低等離子體密度和高能量物質(zhì)。在這種反應(yīng)腔中,對碳化硅的蝕刻主要通過物理濺射進行,這可能導(dǎo)致蝕刻表面粗糙,并且對常用掩模材料的選擇性較低。
高密度低壓等離子體蝕刻反應(yīng)腔:為了克服常規(guī)系統(tǒng)的缺點,大多數(shù)碳化硅蝕刻采用高密度低壓等離子體蝕刻反應(yīng)腔。這種反應(yīng)腔能夠產(chǎn)生高密度的等離子體,同時在較低的壓力下操作,從而減少了離子散射,降低了各向異性的橫向蝕刻速率,有利于獲得垂直側(cè)壁和光滑表面。
2、碳化硅反應(yīng)離子蝕刻
碳化硅的反應(yīng)離子蝕刻涉及物理和化學(xué)過程的結(jié)合。等離子體放電期間產(chǎn)生的帶電粒子、光子和中性粒子等,通過物理濺射和化學(xué)蝕刻機制去除材料。主要機理取決于反應(yīng)副產(chǎn)物的活性和離子化物質(zhì)的能量。
等離子體蝕刻分類
根據(jù)原料氣體、等離子體壓力和樣品偏置電極的連接方式,等離子體蝕刻可分為四類:濺射、等離子體化學(xué)蝕刻、離子增強化學(xué)蝕刻和緩蝕劑控制的化學(xué)蝕刻。反應(yīng)離子蝕刻通常包含后兩類過程,允許在蝕刻速率和各向異性之間進行權(quán)衡。
氧氣的影響
氧原子與不飽和氟化物反應(yīng),生成活性氟原子,同時消耗聚合物;
氧氣使硅表面更像“氧化物”,減少蝕刻位點,降低蝕刻速率;
氧氣作為添加劑稀釋含氟氣體,進一步降低蝕刻速率;
在碳化硅蝕刻中,隨著氧氣百分比的增加,蝕刻速率通常降低。這是因為通過碳氧反應(yīng)去除碳的效率可能低于通過碳氟反應(yīng)。在低氧氣百分比條件下,可獲得最高的3C-SiC蝕刻速率。
F/C比對蝕刻效果的影響
在硅蝕刻中,F(xiàn)/C比(氟原子與來自氣相蝕刻劑的碳原子的比例)是影響蝕刻的關(guān)鍵因素。高F/C比的氣體可獲得高蝕刻速率,而低F/C比可能導(dǎo)致聚合物沉積,形成錐形蝕刻輪廓。
碳化硅蝕刻的特殊性
與硅蝕刻相比,碳化硅蝕刻具有以下特點:
利用石墨薄片可獲得高度各向異性的蝕刻輪廓;
碳化硅本身提供碳,增強聚合物形成,防止側(cè)壁被蝕刻;
目前研究的氟化氣體均不能在碳化硅蝕刻中產(chǎn)生咬邊輪廓。
高能離子通量的影響
在純化學(xué)等離子體蝕刻工藝中,高能離子通量對蝕刻效果也有重要影響。因此,在設(shè)計和優(yōu)化碳化硅反應(yīng)離子蝕刻工藝時,需要綜合考慮氣體組成、壓力、功率和離子通量等因素。
3、碳化硅反應(yīng)離子蝕刻案例
實驗設(shè)置
樣品與電極:實驗中使用3C-SiC、6H-SiC、4H-SiC樣品,置于裸露或石墨覆蓋的鋁電極上進行反應(yīng)離子蝕刻。
氣體混合物:研究CF4/CHF3、NF3/CHF3、SF6/CHF3以及NF3/SF6等雙氟化氣體混合物對碳化硅蝕刻的影響。
蝕刻特性
蝕刻速率:3C-SiC通常具有比6H-SiC更高的蝕刻速率,部分歸因于其較高的缺陷密度;在雙氟化氣體混合物中,碳化硅的蝕刻速率通常隨CHF3百分比的增加而降低

純NF3、CF4或SF6氣體中可獲得6H-SiC的最高蝕刻速率。
無殘留蝕刻:純CHF3可產(chǎn)生無殘留的蝕刻表面,但蝕刻速率較低;通過調(diào)整雙氟化氣體混合物的比例,可獲得既高蝕刻速率又無殘留的實驗條件。
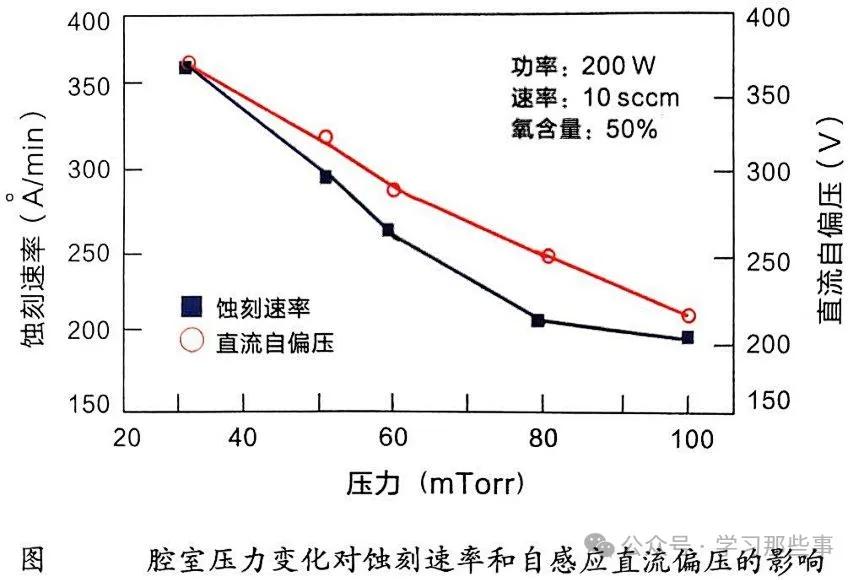
直流偏壓:較高的直流偏壓不一定導(dǎo)致較高的蝕刻速率,蝕刻速率與所施加的直流偏壓不具有簡單的線性關(guān)系,但一定程度的偏壓是物理或化學(xué)蝕刻碳化硅所必需的。
實驗改進
石墨覆蓋:在鋁電極和樣品之間使用石墨覆蓋,以提高碳化硅的蝕刻速率,并防止產(chǎn)生殘留物。
參數(shù)優(yōu)化:通過增大射頻功率和流速,改進標準蝕刻參數(shù),發(fā)現(xiàn)了多種使蝕刻速率大于500?/min的條件。
結(jié)論
雙氟化氣體混合物為碳化硅反應(yīng)離子蝕刻提供了多種可能性,通過調(diào)整氣體比例、直流偏壓、射頻功率和流速等參數(shù),可獲得既高蝕刻速率又無殘留的實驗條件。
石墨覆蓋的鋁電極有助于進一步提高蝕刻速率,并防止產(chǎn)生殘留物;碳化硅的蝕刻速率與所施加的直流偏壓不具有簡單的線性關(guān)系,但一定程度的偏壓是必需的;通過優(yōu)化實驗參數(shù),碳化硅反應(yīng)離子蝕刻的蝕刻速率可達到相當高的水平。
4、ICP的應(yīng)用與優(yōu)化
碳化硅(SiC)因其優(yōu)異的物理和化學(xué)性質(zhì),在電子應(yīng)用、傳感器、微機電系統(tǒng)(MEMS)以及極高壓功率器件等領(lǐng)域展現(xiàn)出巨大潛力。然而,為了實現(xiàn)這些先進結(jié)構(gòu),需要高效的深蝕刻技術(shù)。電感耦合等離子體(ICP)蝕刻作為一種高密度等離子體干蝕刻技術(shù),能夠滿足碳化硅深蝕刻的需求,實現(xiàn)無殘留且高蝕刻速率的加工。
ICP蝕刻的基本原理與特點
ICP蝕刻利用高頻電磁場在反應(yīng)室內(nèi)產(chǎn)生高密度等離子體,通過調(diào)整工藝參數(shù)(如ICP線圈功率、壓板功率、工作壓力等)來控制離子的能量和方向性,從而實現(xiàn)對碳化硅材料的高效蝕刻。與常規(guī)平行板反應(yīng)離子蝕刻相比,ICP蝕刻具有更高的離子通量和更靈活的工藝參數(shù)調(diào)整范圍。
ICP蝕刻中的溝槽效應(yīng)與挑戰(zhàn)
盡管ICP蝕刻具有諸多優(yōu)點,但在碳化硅加工過程中仍面臨溝槽效應(yīng)等挑戰(zhàn)。溝槽效應(yīng)是由于離子反射和電荷效應(yīng)導(dǎo)致的襯底表面不均勻蝕刻現(xiàn)象,可能對器件的制造和可靠性造成潛在危害。研究表明,添加氧氣氣體時會增強溝槽效應(yīng),因為會形成鈍化層SiFxOy。
工藝參數(shù)對ICP蝕刻的影響與優(yōu)化
壓板功率:隨著壓板功率的增大,離子轟擊能量增加,有助于提高碳化硅的蝕刻速率和改善物理蝕刻機制。然而,高的壓板功率會導(dǎo)致掩模濺射增加,降低Ni/SiC的選擇性。
ICP線圈功率:增加ICP線圈功率會增強化合物的解離以及氟自由基和離子的產(chǎn)生,提高表面化學(xué)反應(yīng)機制,從而提高蝕刻速率。但同時,活性離子含量的增加會導(dǎo)致更高的離子注量轟擊襯底,降低直流偏壓和離子轟擊能量。因此,需要平衡ICP線圈功率對等離子體性能和蝕刻速率的影響。
工作壓力:離子的平均自由程和平均壽命隨著壓力的增加而下降,導(dǎo)致離子含量降低和直流偏壓增加。蝕刻速率隨壓力的增加而降低的現(xiàn)象可以通過入射離子方向性的降低來解釋。通過調(diào)整工作壓力,可以控制微溝槽蝕刻的深度和側(cè)壁坡度。
優(yōu)化工藝參數(shù)實現(xiàn)高效蝕刻
使用低的壓板功率來減少鎳的濺射量,同時使用高的ICP線圈功率和低壓力(8mTor)來確保高蝕刻速率和避免微溝槽效應(yīng)。

通過這種方法,獲得了940nm/min的蝕刻速率,Ni/SiC的選擇比在60左右,輪廓角為83°左右。





評論