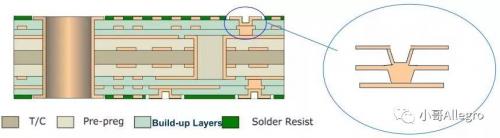
PCB技術詳解:HDI技術實現高密度互連板(孔徑3-5mil,線寬3-4mil)

目前就制作難度來說,對于2階的HDI板的各種設計,由簡至難的順序如下:
本文引用地址:http://www.104case.com/article/201901/396634.htm1.有1-2層、2-3層孔。2.僅有1-3層的孔。3.有1-2層、1-3層的孔。4.有2-3層、1-3層的孔。5.有1-2層、2-3層、1-3層的孔。
注:
1.HDI孔設計時需要盡量采用對稱設計,以上僅列出一邊的情況,另一邊也相同。
2.上面指的孔均為HDI孔
13.第二次激光鉆孔
14.機械鉆孔(鉆通孔)
15.去鉆污與沉銅(P.T.H)
將盲孔與通孔一起金屬化
至此HDI的特殊流程結束下面轉入普通板的正常流程。
16.外層干膜與圖形電鍍(DRY FILM & PATTERN PLATING)
外層圖形轉移與內層圖形轉移的原理差不多,都是運用感光的干膜和拍照的方法將線路圖形印到板子上。
外層干膜與內層干膜不同在于:
⒈ 如果采用減成法,那么外層干膜與內層干膜相同,采用負片做板。板子上被固化的干膜部分為線路。去掉沒固化的膜,經過酸性蝕刻后退膜,線路圖形因為被膜保護而留在板上。
⒉ 如果采用正常法,那么外層干膜采用正片做板。板子上被固化的部分為非線路區(基材區)。去掉沒固化的膜后進行圖形電鍍。有膜處無法電鍍,而沒有膜處,先鍍上銅后鍍上錫。退膜后進行堿性蝕刻,最后再退錫。線路圖形因為被錫的保護而留在板上。
17.濕菲林(阻焊) WET FILM SOLDER MASK
1. 概念:阻焊工序是在板子的表面增加一層阻焊層。這層阻焊層稱為阻焊劑(Solder Mask)或稱阻焊油墨,俗稱綠油。其作用主要是防止導體線路等不應有的上錫,防止線路之間因潮氣、化學品等原因引起的短路,生產和裝配過程中不良操作造成的斷路、絕緣以及抵抗各種惡劣環境,保證印制板的功能等。
2. 原理:目前PCB廠家使用的這層油墨基本上都采用液態感光油墨。其制作原理與線路圖形轉移有部分的相似。它同樣是利用菲林遮擋曝光,將阻焊圖形轉移到PCB表面。其具體流程如下:
前處理€€€€ >涂覆€€€€ >預烘€€€€ >曝光€€€€ >顯影€€€€>UV固化€€€€ >熱固化
與此工序相關聯的是soldmask文件,其涉及到的工藝能力包含了阻焊對位精度、綠油橋的大小、過孔的制作方式、阻焊的厚度等等參數。同時阻焊油墨的質量還會對后期的表面處理、SMT貼裝、保存及使用壽命帶來很大的影響。加上其整個工序制作時間長、制作方式多,所以是PCB生產的一個重要工序。
目前過孔的設計與制作方式是眾多設計工程師比較關心的問題。而阻焊帶來的表觀問題則是PCB質檢工程師重點檢查的項目。
18.選擇性沉金(IMMERSION GOLD)
化學鍍鎳/金是在印制電路板做上阻焊膜后,對裸露出來需要鍍金屬的部分采用的一種表面處理方式。由于科技的發展,PCB上的線寬間距變小,表面封裝增多,這就要求連接盤或焊墊有良好的共面性和平坦度,要求PCB不能彎曲。化學Ni/Au表面鍍層則可滿足上述的要求,另外由于它表層的金比較穩定、防護性好,所以它的存儲時間也和鉛錫差不多。
由于這種鎳/金的鍍層是在印制電路板做上阻焊膜后制作的,所以只能采用化學鎳/金的方式來實現選擇性涂覆。作為PCB的表面鍍層,鎳層厚度一般為5μm,而金厚一般在0.05€€0.1μm之間,作為非可鍍焊層Au的厚度不能太高,否則會產生脆性和焊點不牢的故障,如果太薄則防護性不好。其缺點是可焊性較差,容易發生黑盤的缺陷。
19.字符(C/M PRINTING )
20.銑外形(PROFILING)
到目前為止,我們制作的PCB一直都屬于PANEL的形式,即一塊大板。現在因為整個板子的制作已經完成,我們需要將交貨圖形按照(UNIT交貨或SET交貨)從大板上分離下來。這時我們將利用數控機床按照事先編好的程序,進行加工。外形邊、條形銑槽,都將在這一步完成。如有V-CUT,還需增加V-CUT工藝。在此工序涉及到的能力參數有外形公差、倒角尺寸、內角尺寸等等。設計時還需考慮圖形到板邊的安全距離等參數。
21.電子測試(E-TEST)
電子測試即PCB的電氣性能測試,通常又稱為PCB的“通”、“斷”測試。在PCB廠家使用的電氣測試方式中,最常用的是針床測試和飛針測試兩種。
㈠針床分為通用網絡針床和專用針床兩類。通用針床可以用于測量不同網絡結構的PCB,但是其設備價錢相對較為昂貴。而專用針床是采用為某款PCB專門制定的針床,它僅適用于相應的該款PCB。
㈡飛針測試使用的是飛針測試機,它通過兩面的移動探針(多對)分別測試每個網絡的導通情況。由于探針可以自由移動,所以飛針測試也屬于通用類測試。
22.OSP
有機可焊性保護劑(OSP),又稱為防氧化助焊劑、Entek。這種方法是PCB完成所有制作工藝,并經過電測試及初次表觀的檢驗后,經OSP處理后在裸銅焊盤和通孔內而得到一種耐熱型的有機可焊性膜。這種有機耐熱可焊性膜厚度為0.3~0.5μm之間,分解溫度可以達到300℃左右。
OSP技術由于其具有高的熱穩定性、致密性、疏水性等許多優點因而迅速得到推廣運用。
其主要優點還有:
1.能夠克服線寬間距小的問題,其鍍層表面很平坦。
2.工藝簡單,操作方便,污染少,易于操作、維護和自動化。
3.成本低廉,可焊性好。
其缺點是保護膜極薄,容易劃傷,因此在生產和運輸過程中要十分小心。另外其可焊性僅僅依靠該層保護膜,一旦膜被損害可焊性就大大降低了。因此它放置的時間也很短。
目前ENIG+OSP已經廣泛運用于高精密線路板的設計制作中。用ENIG良好的保護性加上OSP良好的可焊性是無鉛化生產替代HSAL的一種解決辦法。但由于兩種方式的混合運用造成成本較高。
23.最終檢查(FINAL AUDIT)
24.包裝(PACKING)






評論