ARM+PLC的裁床數據處理系統研究

引言
本文引用地址:http://www.104case.com/article/201609/304388.htm隨著經濟發展和人民生活水平的提高,消費者對產品的需求和品質的要求不斷提高。這就需要產品的加工精度越來越高,并且加工周期越來越短。本設計中的裁床主要是針對服裝等相關行業的軟性材料裁剪,國內在該方面自動化程度不高,生產效率低,在勞動力成本不斷提高的情況下,急切需要提高自動化程度。目前先進的CAD/CAM系統基本被國外的公司占據,較著名的公司有美國的Gerber公司和法國的力克公司,進口設備昂貴,維護維修成本高,中國的服裝企業急需性價比高的裁床。
1 數據處理系統功能分析
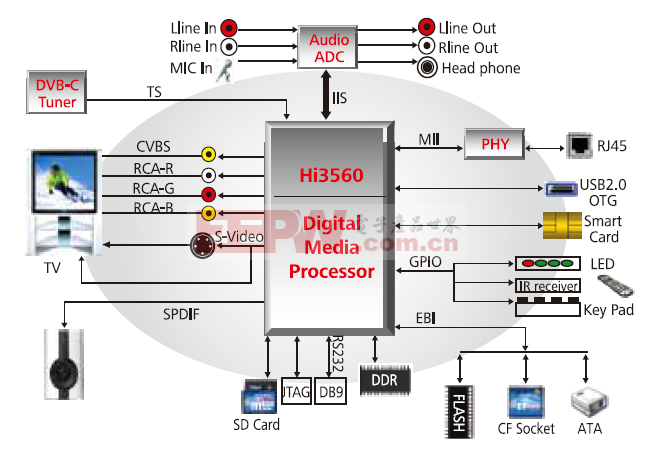
數據處理系統主要包括PLT文件數據處理模塊和通信模塊。為了保證系統有較好的數據處理能力,系統以ARM Cortex-A8處理器為核心,嵌入式操作系統使用微軟公司的WindOws CE6.0。系統需要從移動存儲設備獲取PLT文件,目前主流的移動存儲設備都是USB接口,因此需要系統具備USB通信功能。數據處理系統需要跟執行機構控制器PLC進行通信,由于數據量較大,采用TCP/IP通信比較合理,其功能框圖如圖1所示。

2 PLT文件解析及優化設計
PLT文件包含圖形向量信息,原本是用于用戶噴圖打印的。在本系統中,PLT文件被用來存放裁床裁片輪廓邊界點的坐標信息和刀筆的操作信息。從存儲設備中讀取的文件數據量較大,包含很多命令。如果將這些數據直接傳送到PLC,無疑會增加數據傳輸量,并且需要PLC增加數據處理和計算的過程,影響系統的實時性。因此,在數據處理系統中將PLT文件數據先進行處理,并且進行適當的優化,從而減少數據量,提高PLC處理的實時性。
2.1 PLT文件解析
數據處理系統讀人的文件是PLT文件,PLT文件源自于HP公司,最初主要用于打印機指令文件。其命令用來描述2D圖形信息,采用ASCII碼來表示,其內容只包含圖形的線條信息。而裁床在裁割過程中裁刀行走的路徑也是由許多線段組成的,因此用PLT文件來描述和存儲裁床裁片形狀的信息是非常合適的。
PLT文件中的一條PLT指令由命令加參數的方式組成,分號表示該條指令結束。一條指令可以有多個參數,參數之間以逗號分開。其常用指令如表1所列。
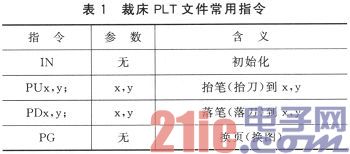
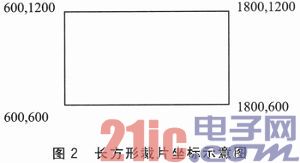
下面以裁割長方形裁片為例,說明裁床PLT文件的格式。設定裁床的左下角為坐標原點,長方形裁片位于原點的右上角,其坐標點如圖2所示,則該圖形在PLT文件中的數據應該為“IN;SP1;PU600,600;PD600,1 200;PD1 800,1 200;PD1 800,600;PD600,600;PU;PG;”。PLT文件中的長度與實際的長度單位換算關系:40個PLT文件中的單位=1 mm。
由于執行機構控制器PLC的存儲空間有限,數據處理系統應盡可能地減少數據總量。在實際的加工過程中,PLC需要的是加工過程中的坐標點值,只要上下位機之間制定合理的協議,就可以將PLT文件中的命令去除,直接將坐標點發送到PLC。這樣既有利于節約下位機的存儲空間,而且也能減少下位機的運算過程。上下位機約定每一個坐標值的x和y數值的長度都為16位二進制數。那么裁床最大的有效裁割長度和寬度為65 536/40=1 638.4 mm,足夠普通的裁床使用。
2.2 PLT文件優化處理
裁床裁片的PLT文件主要有兩種來源:一是通過工業相機采集服裝樣片的圖像,經過圖像處理提取樣片輪廓的數字信息,并通過二次曲線擬合原始的邊界點序列產生輪廓的矢量圖,再將擬合曲線離散化并產生PLT文件;二是通過CAD軟件產生。第一種來源的數據目的性強,因此會考慮到實際應用場合,盡可能地將數據精簡;而由CAD軟件產生的PLT文件并不一定會考慮文件的具體應用對精度的不同要求,產生的PLT文件一般是固定的。服裝行業對精度的要求一般來說沒有機械零件對精度的要求高。在裁床設備中,這些PLT文件中可能會存在大量的冗余數據,增加了數據總量。另外這些數據肯定相近的是坐標點,這會造成裁床在實際裁割過程中需要不斷頻繁地加減速,對設備剛度會提出較高的要求,對電機的性能也是不小的考驗。
PLT文件的優化思路:通過三次B樣條擬合由CAD產生的PLT文件中的坐標點,獲得裁床裁片的輪廓曲線,并采用直線逼近法用微小線段擬合曲線,從而重新優化刀具加工點,減少數據量。
在實際編程實現B樣條曲線時,多使用de-Boor定義。將參數t固定在區間[ti,ti+1],則de-Boor算法推導如下:
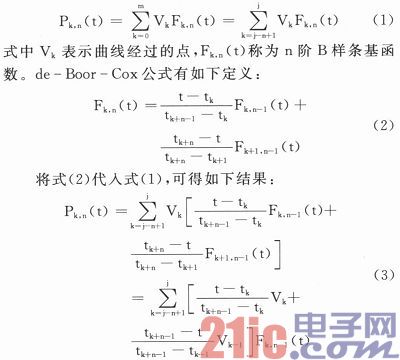
式(3)表示一條曲線P(t)從K階B樣條表示到K-1階B樣條表示的遞推公式。在程序中不斷地調用該公式,可以得到擬合的曲線。
裁床的刀頭在伺服電機的帶動下容易實現直線段組成的路徑,而不容易直接走曲線。因此將PLT文件中的數據通過上述算法重新擬合之后,還需要通過直線擬合的方式重新獲取路徑坐標點,在加工誤差允許范圍內,盡可能地減少數據量。直線擬合的思路如下:在曲線上有N個坐標點,用Kij(1
①求出第1點和第2點之間的斜率K12。
②求出第1點和第j(j>2)點的斜率K1j,每求出一個K1j就跟K12進行比較。如果差值小于設定的誤差值,則返回第二步繼續求下一個K1j,否則進入第3步。
③回溯到j-1點的坐標值,此時用直線連接第1點和第j-1點形成的線段可滿足精度要求。
④如果j-1
擬合完成后,將形成優化后的PLT文件。此文件中的數據將作為發送到PLC和在人機界面上顯示加工軌跡的數據。
2.3 裁片加工軌跡的顯示
裁床控制系統的上位機人機界面中,一般都有顯示裁片形狀(加工軌跡)的功能。該功能的主要作用有兩個:讓操作者能方便快速地知道加載的PLT文件是否為當前需要加工的數據文件,避免由于選擇錯誤的加工數據而造成材料浪費;裁片的排料對服裝企業的材料利用率影響較大,通過裁片加工軌跡的顯示,使用者能直觀地知道此數據文件中的數據在排料方面是否合理。






評論