汽車變截面板簧軋機計算機控制系統的研究

變截面軋機是生產汽車變截面板簧的關鍵設備。它將加熱到950℃的等截面彈簧鋼板通過轉動的軋輥壓縮及拉拔機構拉拔,使其橫斷面按照設計的變形曲線改變。目前國內鋼板彈簧生產企業或者采用進口軋機如英國西爾公司、德國波克公司的某些產品,或者采用國產的仿西爾公司的三輥軋機及一些簡易軋機。簡易軋機生產的產品精度低、展寬大,國產三輥軋機能耗、設備的體積較大。
兩輥式變截面軋機是目前國內開發出的技術含量較高的軋機產品。該軋機機械液壓結構設計緊湊,能耗低,機械結構中無側輥限制板簧在軋制過程中的寬展,通過計算機控制軋制中的壓下量和拉力及軋輥磨擦力的平衡及壓下拉拔裝置的位置伺服控制,保證軋制后板簧的展寬在1%以內。
本文介紹兩輥式軋機的計算機控制系統設計。該軋機由液壓伺服系統驅動,采用IBM-PC工業控制計算機及可編程控制器控制。
1 軋機結構及主要技術指標
1.1軋機結構
圖1為兩輥式變截面軋機示意圖。軋機的機械結構由一個鋼制構架支撐和軋輥驅動機構及拉拔機構組成,軋輥由液壓馬達驅動,上軋輥由伺服油缸控制上下運動,拉拔機構由導柱和液壓夾緊裝置構成,由水平伺服油缸控制做水平方向運動。由液壓蓄能器穩定壓下的壓力,液壓馬達輸出的扭矩由一比例減壓閥控制。由兩個旋轉編碼器檢測X、Y方向的位移和速度。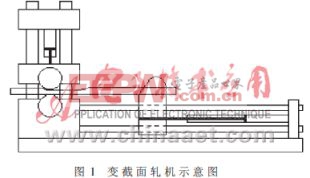
1.2軋機的主要性能指標
? 最大軋制長度:1200mm
? 最小軋制長度:300mm
? 板坯最大厚度:50mm
? 板坯最大寬度:160mm
? 最大軋制力:760kN
? 最大拉拔力:200kN
? 最大軋制速度:30m/min
? 產品厚度公差:±0.1mm
? 產品寬度公差:板寬≤100mm ±1mm,板寬>100mm ±1%
2 計算機控制系統設計
2.1總體設計
軋機控制系統的被控量可分為模擬量部分和開關量部分。模擬量部分由四路組成,分別控制液壓系統的輸出流量、液壓馬達的輸出扭矩、拉拔油缸運動速度、壓下油缸的運動速度。模擬量部分由一臺IBM-PC 486DX2-66工控機控制。開關量部分由一臺MASTER K200可編程控制器(PLC)控制,這些控制包括液壓站的油溫控制、軋輥的冷卻、操作按鈕站、拉拔方向的制動限位、軋輥及液壓系統的潤滑控制、軋機的狀態檢測及故障報警、各相關部分間的互鎖控制等。工控機與PLC間通過開關量接口進行通訊。這樣即減輕IBM-PC的運算量,縮短了控制周期;避免控制集中造成的控制風險集中,提高了系統的可靠性。無論IBM-PC或PLC那一部分出現異常,系統均能采取必要的保護措施。
2.2 控制系統硬件結構
軋機的計算機控制系統結構如圖2所示,由計算機、四路12位光隔D/A接口、64路光隔開關量輸入輸出接口(DI/DO)、可編程控制器(PLC)組成。計算機通過DI/DO接口及RS232接口與PLC進行通訊。采用兩個12位絕對式光電編碼器檢測X、Y方向的位置和速度。油溫控制部分的作用是控制液壓站的油溫在允許范圍內;軋輥冷卻部分控制軋輥的冷卻;按扭站用來輸入控制命令;制動限位部分在軋機的拉拔機構超過停車范圍時自動停車;潤滑控制部分根據拉拔機構的運行次數控制潤滑油缸自動向各潤滑點加注潤滑油;狀態指示部分顯示軋機的運行狀態;故障報警部分在軋機出現異常時進行聲光報警。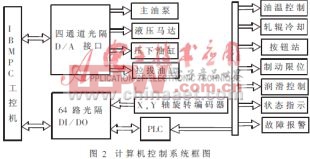







評論