基于PLC和觸摸屏的雙頭盲孔鉆機控制系統設計

當發生任何故障或者緊急情況時,需要有急停保護措施。一旦按下急停按鈕,對于氣缸來說,則保持原狀態不變;對步進電機來說,則需要將其脈沖輸出停止,使得電機停止轉動。這可以通過設置脈沖輸出的控制命令字來完成。一旦出現緊急情況,則觸發急停按鈕,關閉脈沖輸出指令,步進電機停止,同時報警信號產生。等按下回零按鈕時,報警信號關閉,各步進電機回到原點。同時,還需要對PLC系統中的一些內部數據進行初始化,以備報警信號消除之后,鉆床能夠繼續進行加工,而不是在故障發生時的狀況下繼續運作。
3.2 觸摸屏設計
觸摸屏設計包括創建人機界面和實現與PLC主機之間的通信兩個方面的設計。
3.2.1 觸摸屏人機界面設計
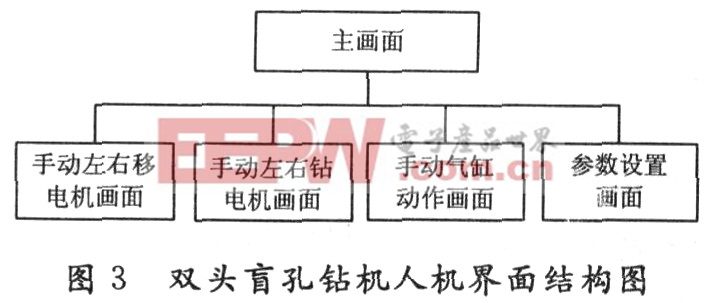
使用Easy BuiIder軟件設計人機界面。該軟件提供了多種控制器件庫、圖形空間和功能組件。根據系統工藝要求,配置有主畫面、手動1、手動2、手動3和參數界面共4個界面。其中,主界面配置的部件有回零點、換刀對刀按鈕,手/自動切換按鈕、主軸電機按鈕、氣缸油泵按鈕、啟動按鈕還有急停按鈕;手動1、手動2是分別對左右移電機、左右鉆電機進行手動單獨控制,均設有快/慢速切換按鈕、左右前進按鈕和左右后退按鈕、同時前進、同時后退按鈕等;手動3界面是對6個氣缸的單獨手動控制,分別為各個氣缸分配了一個按鈕;參數界面主要設定工件加工初始位置、鉆孔深度、進刀量等參數。圖3為雙頭盲孔鉆機人機界面的結構圖。本文引用地址:http://www.104case.com/article/163844.htm
3.2.2 觸摸屏與PLC的通信
設定人機界面中的變量,使其與PLC中的相應I/O點或存儲單元之間建立聯系,實現觸摸屏對PLC的控制及參數的輸入,控制PLC的運行狀態。
除此之外,還需要設定觸摸屏與PLC之間的通訊參數,實現觸摸屏與PLC之間的通訊。
4 結 語
在鉆機系統中,采用PLC控制,使得系統硬件電路設計簡單可靠,而觸摸屏的設計,即增強了人機交互能力,同時也大大減少了傳統控制方法中的開關、按鈕、指示燈、儀表等電子器件的使用,還間接地減少了PLC外部I/O點的使用,簡化了系統的硬件設計。兩者的結合,綜合了各自的優點,不但操作方便,系統性能也更加安全可靠,具有廣闊的應用前景。










評論