基于PLC和觸摸屏的雙頭盲孔鉆機控制系統設計

O 引 言
雙頭盲孔鉆機是一種在實體材料上進行鉆孔加工的常用機床,廣泛應用于模具、汽車、機床制造等行業的零件加工生產當中。傳統的手工加工,不僅速度慢,而且還極容易出錯,導致產品生產率低下。
可編程邏輯控制器(PLC)具有穩定性好,控制精度高等優點,常被當作控制器來使用;而觸摸屏的加入,即增強了人機交互的空間,還能在一定程度上減少PLC的外部I/O點的使用以及減輕系統連線復雜程度,由二者組合在一起的控制系統越來越廣泛地應用在工業生產的各個領域。
這里采用松下PLC(FP―X(260T)與威綸觸摸屏(Weinview MT506)設計一個控制系統。實踐效果表明,完全能夠達到雙頭盲孔鉆機的沒計要求。
l 工藝控制要求與控制系統組成
雙頭盲孔鉆機機械圖如圖1所示,它主要由6個氣缸,4個步進電機,2個主軸電機組成。其中,氣缸1起到壓緊加工件的作用;氣缸2用于定位作用,使得刀具與加工點處在同一水平線上;氣缸3起緊固加工件的作用,防止加工時加工件因外力松動滑離加工位置;氣缸4用于旋轉工件,當一個表面加工完成,需要進行第二個表面加工,進行第二次加工時,需要將加工件旋轉一次;氣缸5,6起到對準加工件中心位置的作用。
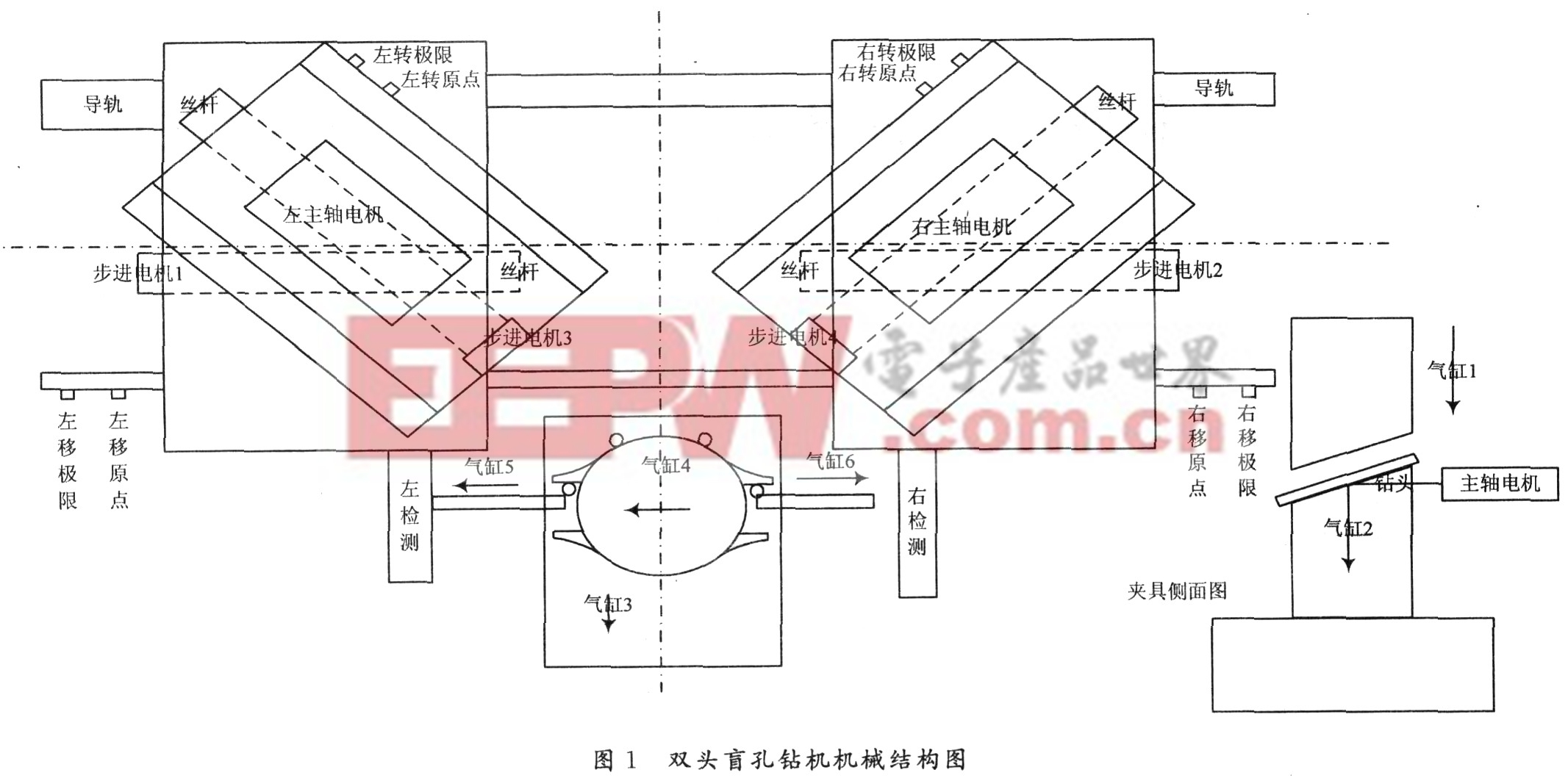
4個步進電機分別控制4個軸向運動,左右移動電機向加工平臺方向移動,將搭載有主軸電機的兩個左右鉆電機靠近加工平臺;左右鉆電機負責推送主軸電機前進進行鉆孔加工,主軸電機安裝有刀具。在加工過程中,如果一次性加工完成,則因加工深度太深,冷卻液難以進入,導致刀具溫度過高而被燒壞,鐵屑也難以排出,進而導致加工失誤,影響加工精度及生產效率,因此,在加工過程中,需要周期性地從待加工件中退出刀具,起到退屑、散熱的作用。
1.1 系統工藝控制要求
雙頭盲孔鉆機的控制動作主要分為氣缸動作和電機控制動作。其中,氣缸動作完成加工件的夾緊、推料到位等工作;電機動作完成電機的自動加工動作。主要的控制要求有:
(1)具有手/自動功能狀態。手動時,要求可以對工序中氣缸動作與電機動作的每個步驟進行獨立操作,以便于試機調試。自動方式運行時,需嚴格按照工藝步驟時序要求運行。
(2)左右鉆電機必須是在左右移電機動作完成之后才能開始動作,以保證刀具不會碰到其他部件而被損壞。
(3)鉆孔時,要求左右鉆電機周期性地前進后退,推送主軸電機及刀具完成整個加工動作,即需將一個加工分成多個小線段加工,保證每次前進加工后都能使得刀具從待加工件中退出,起到退屑和冷卻的作用效果。
(4)需要有急停保護措施。急停按鈕一按,產生報警信號,同時機床所有部件動作均停止,只能回零操作有效。回零操作啟動的同時報警取消。
(5)需要有換刀、對刀功能。當發現刀具不利時,換完刀具之后,要進行自動對刀操作。
1.2 系統體系結構










評論