基于PLC和觸摸屏的雙頭盲孔鉆機(jī)控制系統(tǒng)設(shè)計(jì)

控制系統(tǒng)采用松下PLC與威綸觸摸屏相結(jié)合的方式:威綸觸摸屏主要用于加工工藝參數(shù)的設(shè)置以及對(duì)PLC發(fā)送控制信號(hào)和顯示PLC的狀態(tài)信息(比如報(bào)警信息,正在進(jìn)行的工序號(hào)信息等),通過(guò)觸摸屏軟件編程,將觸摸屏中的變量直接映射到PLC中,使得在觸摸屏上的各個(gè)動(dòng)作能夠直接反映在PLC中;PLC通過(guò)讀取現(xiàn)場(chǎng)的輸入信號(hào)以及觸摸屏的控制信號(hào),按照預(yù)先編好的程序進(jìn)行程序掃描之后,輸出控制信號(hào)到機(jī)床,以控制電機(jī)或者氣缸動(dòng)作;現(xiàn)場(chǎng)傳感器輸入信號(hào)由左右移電機(jī)極限位置、原點(diǎn)傳感器與左右鉆電機(jī)極限位置、原點(diǎn)傳感器和主軸電機(jī)電流傳感器等輸入信號(hào)組成。本文引用地址:http://www.104case.com/article/163844.htm
2 硬件設(shè)計(jì)
綜合考慮系統(tǒng)工藝要求,選用松下公司生產(chǎn)的FP―X C60T PLC。該P(yáng)LC具有4個(gè)脈沖輸出,由于每個(gè)脈沖輸出均有一個(gè)脈沖輸出口和脈沖方向輸出口以及原點(diǎn)位置和極限位置輸入口,故需占用4×4=16個(gè)I/O口;再根據(jù)系統(tǒng)的其他控制要求,需設(shè)定4個(gè)輸入口(主軸超限電流和急停、啟動(dòng)輸入)和10個(gè)輸出口(包括對(duì)5個(gè)氣缸的控制輸出和報(bào)警信號(hào)、油泵信號(hào),主軸電機(jī)過(guò)流輸出信號(hào)等)。
觸摸屏選用威綸Weinview MT506觸摸屏,其開發(fā)軟件是Easy Builder,簡(jiǎn)單易學(xué)。
3 軟件設(shè)計(jì)
3.1 PLC軟件設(shè)計(jì)
松下FP―X C60T采用FPWIN GR Ver.2.72軟件進(jìn)行編程設(shè)計(jì),可采用梯形圖語(yǔ)言和順序功能圖語(yǔ)言進(jìn)行編程,本設(shè)計(jì)采用梯形圖編程。
軟件設(shè)計(jì)包括手動(dòng)方式和自動(dòng)方式設(shè)計(jì),其中手動(dòng)方式要求對(duì)各個(gè)動(dòng)作都能單獨(dú)獨(dú)立運(yùn)行,自動(dòng)方式操作時(shí)需要嚴(yán)格按照工藝要求的操作流程來(lái)完成整套動(dòng)作。軟件設(shè)計(jì)流程如圖2所示。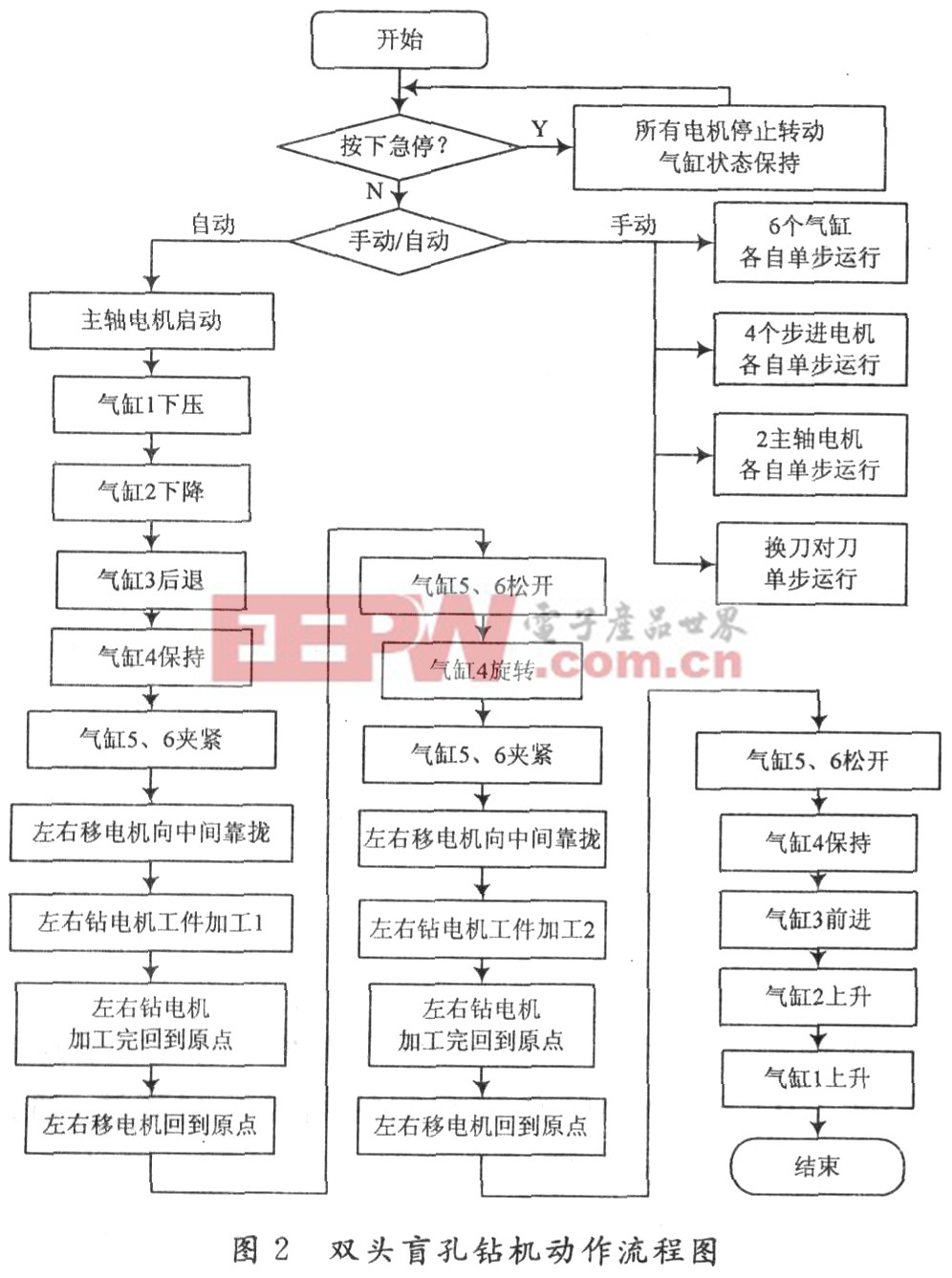
3.1.1 自動(dòng)方式設(shè)計(jì)
雙頭盲孔鉆機(jī)自動(dòng)方式下的工作流程如圖2所示。由于自動(dòng)方式具有較嚴(yán)格的工藝流程要求,編程時(shí)采用松下PLC的步進(jìn)轉(zhuǎn)移指令:SSTP,NSTL,NSTP,CSTP,STPE等5條指令。而對(duì)于步進(jìn)電機(jī)的控制,則直接采用松下PLC中的脈沖輸出指令F171(SPDH),F(xiàn)172(PLSH)指令。通過(guò)設(shè)置脈沖輸出指令控制字,還可以調(diào)節(jié)步進(jìn)電機(jī)的最低速,最高速以及加速時(shí)間,脈沖個(gè)數(shù)等。使用松下PLC,對(duì)步進(jìn)電機(jī)的控制很方便。
3.1.2 手動(dòng)方式設(shè)計(jì)
手動(dòng)方式一般用于試機(jī)運(yùn)行及調(diào)試階段。設(shè)計(jì)有6個(gè)氣缸單步運(yùn)行,4個(gè)步進(jìn)電機(jī)單步執(zhí)行,2個(gè)主軸電機(jī)單步執(zhí)行。對(duì)于步進(jìn)電機(jī)控制,采用調(diào)用子函數(shù)的方法來(lái)對(duì)各個(gè)步進(jìn)電機(jī)進(jìn)行單步運(yùn)行。除此之外,換刀對(duì)刀功能也需要在手動(dòng)下完成。
3.1.3 步進(jìn)電機(jī)控制技巧
針對(duì)步進(jìn)電機(jī)控制,采用松下PLC的特殊指令F171與F172。其中,針對(duì)F171有兩種不同的控制,一種是梯形圖控制,另外一種是原點(diǎn)返回控制。兩種控制通過(guò)設(shè)定數(shù)據(jù)表來(lái)選擇。這個(gè)指令可以用在自動(dòng)方式下的步進(jìn)電機(jī)控制。對(duì)于指令172(PLSH)是JOG控制,可以用于手動(dòng)方式的電機(jī)控制。
3.1.4 急停功能設(shè)計(jì)










評(píng)論