基于CAN總線的PLC/IPC印染設備控制系統

CAN總線是現場總線的一種,最初用于汽車內部檢測部件與執行部件之間的數據通訊,有極強的抗惡劣環境和抗干擾能力。由于本身的特點,其應用范圍已經由交通運輸擴展到過程控制、數控機床、機器人、智能建筑、醫療器械等領域,被公認是幾種最有前途的現場總線之一。
與多數現場總線(如Profibus、CC-Link等)的物理層采用RS485主從協議不一樣,CAN的介質訪問采用載波偵聽多路訪問(CSMA)技術,從而允許多主工作方式。并且,由于采用非破壞性總線仲裁技術,大大節省了總線沖突仲裁時間。與多數現場總線不一樣,CAN總線只有物理層和數據鏈路層,應用層留給用戶開發,使用戶擁有了相當的靈活性。這些優點令人注目,以致于一些頗有名氣的現場總線(如DeviceNet、CANopen等)的底層就使用CAN。很多處理器制造商將CAN總線協議集成到他們的CPU芯片上,如51系列單片機、196系列單片機、運動控制專用數字信號處理器DSP等;很多變頻器制造商將CAN通訊卡作為選件提供給用戶或者干脆集成在變頻器中,如Lenze93系列變頻器、Siments6SE系列變頻器、三菱FR-A500系列變頻器等;很多可編程控制器制造商給用戶提供CAN通訊卡選件或者提供CAN總線接口,如貝加來(BR)2000系列可編程控制器、西門子S5系列可編程控制器等。CAN總線簡單易學、容易開發、有眾多的廠商支持,適合中國的國情。
印染前處理設備,如退煮漂聯合機、布夾絲光機、直輥絲光機、皂洗機等,機臺長,采用多電機分部傳動,要求恒張力同步調速。目前,流行的技術是用PLC控制多臺變頻器,用松緊架或者張力傳感器實現多機臺同步。印染后處理設備(如熱風拉幅機、熱定型機等)、造紙生產線、濕法氈生產線也采用了類似的技術。這里變頻器使用的很多,變頻器與可編程控制器之間的連接線也很多,頻率給定、各種監控信息(如電壓、電流、速度、轉矩等)采用模擬量,模擬量容易受干擾。如果引入現場總線技術,眾多變頻器與可編程控制器之間的連接線大為減少(實際上減為兩根),模擬頻率給定變為數字頻率給定,各種監控信息、操作信息可以在現場總線上傳遞,以上的缺憾得以解決。
2基于CAN總線的PCC退煮漂聯合機控制方案
控制部分的核心是一臺貝加來可編程計算機控制器(ProgrammableComputerController簡稱PCC)BR2005,它通過422總線與觸摸屏監控站(Provit2200)相連,在此操作者輸入指令并監控整機的運行狀態。PCC通過CAN總線與29臺西門子變頻器相連,用CAN總線傳送頻率給定命令、起停變頻器、監視變頻器的運行狀態。29臺變頻電機間的同步由松緊架完成,圖中沒有畫出。PCC還完成整臺設備的邏輯控制以及溫度、壓力、流量、液位、PH值和配方的閉環控制。詳見圖1。由于使用了現場總線技術,使得變頻器的現場連接線大為減少,實際為兩根線用菊花鏈方式將PCC與29臺變頻器串接起來。貝加來可編程計算機控制器,是集計算機技術、通訊技術、自動控制技術為一體的新型工業控制裝置。可編程控制技術從60年代誕生以來,經歷了可編程邏輯控制器(ProgrammbleLogicController),簡稱PLC,可編程控制器(ProgrammbleController),簡稱PC,到今日的PCC,已是第三代產品。新一代的PCC已經能勝任大型的集散控制和復雜的過程控制。其良好的兼容性、豐富的功能函數、品種多樣的硬件模塊、高級編程語言的使用、模塊化的編程方式,使PCC已能滿足各種工業控制的需要。該PCC的編程平臺采用BR提供的AutomationStudio軟件,Windows界面,使用方便。它具有RS232、RS485、RS422、和CAN、Profibus現場總線接口,可以方便的構成控制系統計算機網絡。監控站(Provit2200)是一臺486工控機,配有CAN、RS485、RS422、RS232接口和5.7英寸彩色液晶觸摸屏和16鍵,通過RS422與PCC交換信息。該PCC除了配有CPU和CAN通訊模塊外,還裝配了5塊數字量輸入(5*16點)模塊、3塊數字量輸出(3*16點)模塊、2塊模擬量輸入(2*8點)模塊和2塊模擬量輸出模塊。邏輯控制部分采用梯形圖編程,CAN通訊部分和閉環控制部分采用Basic語言編程,也可以選用C語言編程。全部程序由三人分頭完成,放在同一個項目下面。相互的關聯借助全局變量完成。
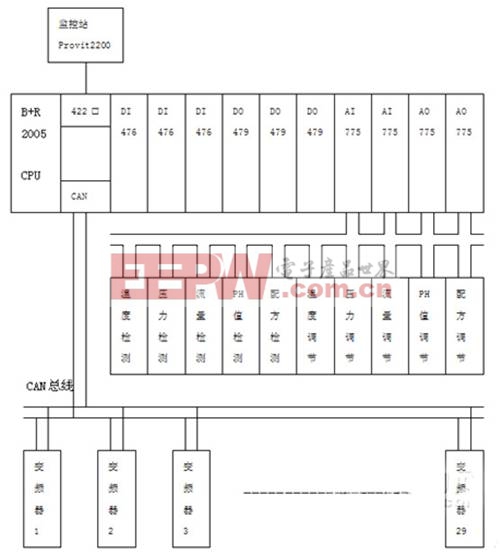
圖1退煮漂聯合機控制簡圖
3基于CAN總線的PLC濕法氈生產線卷繞部分控制方案
控制部分的核心是一臺西門子S5-95U可編程控制器PLC和三臺Lenze93系列交流伺服控制器9326。PLC通過CAN總線與三臺交流伺服控制器9326交換信息,實現變張力卷繞控制,如圖2所示。S5-95U除了配有CAN通訊模塊外還有64點數字量輸入輸出。










評論