加熱爐溫度控制系統模糊智能實現

1.簡介
目前萊鋼1500中寬帶加熱爐存在的主要問題是加熱溫度不均,加熱能力不足。現在兩座加熱爐實際加熱能力300~450t/h,低于設計能力480~520t/h(冷坯~熱坯)。板坯爐間溫差25-35℃,同板溫差20-45℃。而國內同類生產線加熱質量指標是,板坯爐間溫差≤15℃,同板溫差≤15℃。通過深入調研發現引進的斯坦因加熱爐控制系統設計思想與萊鋼現有的工況條件不能完全吻合,加之現場軋鋼節奏的頻繁改變,不能滿足現有工況條件的變化,并且在實際生產過程中缺少必要的統計分析數據和現場檢測手段。產量計劃、加熱鋼種、尺寸、坯料入爐溫度、待(停)軋時間、開軋溫度變化時,均需一段時間使得加熱爐溫度緩慢提升,以避免對整個煤氣系統的強烈沖擊,但由于現場節奏的提升,操作人員不能等到溫度的緩慢上升,更不能及時準確的調整加熱策略,同時受人為因素(經驗、責任心、白、夜班)的影響,以及四班、個人操作不統一,空燒時間長,最終會造成爐溫、鋼溫波動,加熱質量差,單位燃耗高,鋼坯氧化燒損多,產品質量穩定性差。所以斯坦因程序不能適應寬帶加熱爐的實際生產情況。因此,在加熱爐控制系統中引入模糊控制理論,簡化原程序,使之適應寬帶實際生產需求。
2.加熱爐采用的控制實現
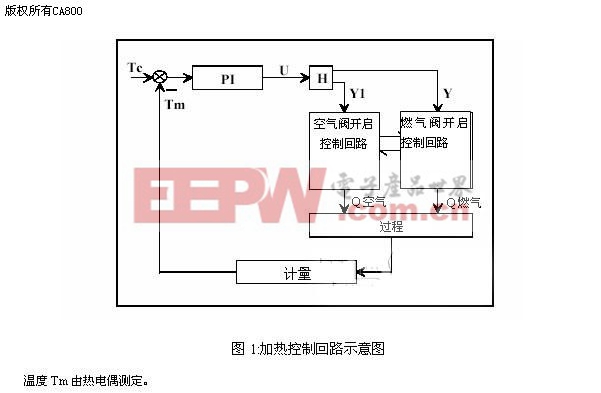
爐體由下述各加熱區構成;預熱區;加熱區;保溫段。各區由燃燒燃氣與空氣加熱。可燃氣流按數個控制回路中的設定值進行調節。圖1為加熱控制示意圖:
3.傳統PID控制
傳統調控裝置的輸出信號形式如下:

其中:
Kp-比例增益
Ti-積分時間
Kp與Ti為內PI參數,由操作員調節一次。輸出信號u(t)按下式轉換成加熱需求:

其中:a,b=常數。
此值不會超過所定限值。«y»值用于確定燃氣閥開啟控制回路的設定值。«y1»值(空氣流量控制回路)系用«y»值計算得到的,其用途是為保持規定時間間隔內的空氣/燃氣比率。此兩種回路是用交叉控制方式裝配的,其目的是為檢查此一比率。直接控制工藝流程的信號是從這兩個控制回路發出的,其名稱為:Q燃氣(燃氣流率)與Q空氣(空氣流率)。
本系統在狀態穩定時運行良好。但是,下述因素都可干擾工藝過程:
(1)生產延時(有計劃或無計劃),因不但在生產起始時會觸發瞬態而且在延時起始時亦將觸發瞬態燃氣流的急劇開關。
(2)生產變更-這意味著不同類型的產品依次進入爐子,也就是形成不同的加熱需求。
(3)爐內產品重量變更調步。







評論