基于臺達20PM運動控制器的漸開線數控彎管

1 引言
本文引用地址:http://www.104case.com/article/163292.htm管材塑性加工是以管材作毛坯,通過塑性加工手段,制造管材零件的加工技術 。管材塑性加工由于容易滿足塑性成形產品輕量化、強韌化和低耗高效、精確制造等方面的要求,已成為先進塑性加工技術面向21 世紀研究與發展的一個重要方向。
2.1 彎管工藝
實踐中有許多不同的彎管工藝,從不同的角度出發可以有多種不同的分類。工程中通常按彎曲時加熱與否可分為冷彎和熱彎,根據彎曲時有無填充物可分為有芯彎管和無芯彎管。 無模彎曲成形是指管材彎曲變形區不直接受到模具的作用,最終的形狀由工具和工件的相對運動決定,屬于高度靈活的柔性加工手段。有模彎曲成形是指通過剛性模具直接作用于彎曲變形區而進行的管材彎曲,要求此剛性模具作用部分尺寸可以補償制件卸載后發生的彎曲回彈,屬于可重復性高而且快速的加工手段。管材彎曲的幾種新工藝包括熱應力彎曲;基于工具運動控制的無模彎曲;疊加法彎曲;數控機床繞彎等等。
2.2數控彎管
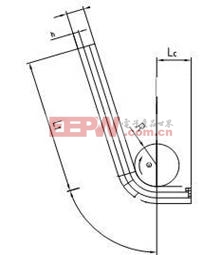
數控彎管將管材夾緊在彎曲模上,隨彎曲模一起轉動,當管材被拉過壓塊時,壓塊即將管材繞彎在彎曲管上,屬于成形模彎曲工藝。傳統繞彎工藝多是手工繞彎,效率低,質量難以保證。隨著數控機床業的發展,采用先進的數控彎管機床實現繞彎工藝,可以大大地提高生產效率,保證產品的質量。由于可以方便地調節工藝參數,因此數控彎管機可以既準確又穩定地完成彎曲、送進、轉角等動作,保證了管制件的彎曲準確度。數控彎管機可以自動連續地成形不同曲率半徑的空間彎曲件。結合相應的數據庫軟件系統,控制程序還可以預先修正彎曲回彈量。但是該工藝的模具結構(見圖7) 比較復雜,制件質量對工藝參數敏感,要求有充分的前期準備和試制工作。尤其是對于彎制薄壁管制件的情況,如果工藝參數選擇不當,則很容易出現起皺現象導致零件甚至是模具的報廢。如何高效準確地獲取這些工藝參數,充分保證彎管產品質量,是數控繞彎工藝的研究熱點。
3 數控彎管系統
3.1系統組成
基于臺達機電一體化平臺的數控彎管設備共有六個運動軸系,工藝要求其中兩軸需要直線插補,兩軸需要圓弧插補,其它兩軸沒有特別的要求。PLC控制器選擇的是32EH00T2和20PM00D,顯示部分選擇的是10.4寸觸摸屏DOP-AE10THTD1,如表1所示。
表1 數控彎管系統配置
名稱 | 型號 | 數量 |
觸摸屏人機界面 | DOP-AE10THTD1 | 1 |
PLC | DVP-32EH00T2 | 1 |
運動控制器 | DVP-20PM00D | 1 |
伺服驅動 | 三菱 | 6 |
彎管控制系統核心由臺達運動控制器DVP-20PMMOOD構成。臺達DVP-20PM00D是一款具有運動控制專用功能的可編程控制器。DVP-20PM00D的最大特點是PLC主機直接提供電子凸輪功能,或者說DVP-20PM00D是內置電子凸輪功能的PLC,所以有些場所直接稱呼DVP-20PM00D為臺達20PM運動控制器。20PM具有2路500KHz的輸入與輸出,在電子凸輪功能中定義X軸為從軸,編碼器輸入軸為主軸,當定義好CAM Table后,從軸依據定義的曲線跟隨主軸運動。采用高速雙CPU結構形式,利用獨立CPU處理運動控制算法,可以很好地實現各種運動軌跡控制、邏輯動作控制,直線/圓弧插補控制等,數控彎管機正是利用了20PM運動控制器的電子凸輪功能解決復雜運動軌跡控制問題。
4 20PM數控彎管編程設計
4.1 彎模模式
根據彎管加工要求,開發了兩個彎管工藝模式,參見圖1所示。
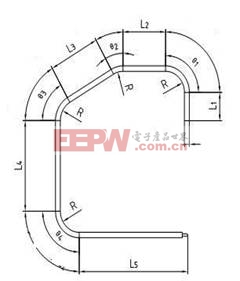
彎模A模式 彎模B模式
圖1 彎管模式
4.2 工藝流程
設備分手動和自動模式,手動模式下主要是包括設備回原點、懸臂定長前進/后退、懸臂定長上升/下降以及彎短管時的手動彎模。
設備的自動流程分A模式和B模式,分別對應下面的A流程和B流程,流程之間的切換通過人機來完成。在具體實施中,PLC為主控制器,用來控制流程的選擇和跳轉等,同時通過PLC給PM命令,以完成PM所擔負的工作。








評論