注塑機伺服電機節能問題分析

據某伺服電機供應商的資料,伺服電機驅動油泵比傳統定量泵節能60%,比變量泵節能40%。
另一供應商則聲稱節能50%以上。
其實能節約多少與產品的壁厚,模具是否用冷流道、保壓時間、待機時間都有關系,是不能一概而論的。
大致來講,壁厚越大,伺服電機的節能便越多。壁厚大時,保壓時間便長,待機時間亦長,便能更節約。瓶坯的注塑便屬于這類。如冷流道的直徑大于壁厚,冷卻時間便由流道直徑來支配。
相反,薄壁產品(熱流道模具)的保壓時間短,甚至是0,而冷卻時間也是0,伺服電機的節能便有限。達明推薦周期5秒或以下的薄壁飯盒(壁厚0.5mm)采用異步電機驅動定量泵注塑機來生產,因周期大部分以全速全壓進行,能節省的浪費有限。甚至伺服電機的加速減速會延長了注塑周期。
周期5-8秒的產品,可以用異步電機驅動變量泵注塑機來生產。
周期8秒以上的產品、冷卻時間比塑化時間長、注射時間超過3秒、螺桿轉速在70%以下、采用機械手取出、采用半自動操作都推薦使用“節能寶”或伺服電機注塑機來生產。
齒輪泵對柱塞泵
注塑機采用的定量泵以葉片泵為主。葉片泵依靠離心力將葉片壓緊泵體的內壁,進行其從油箱吸油,向出口泵油的工作。在低轉速時,由于離心力下降,內漏增加,泵的容積效率便減少,故不適合配合變速的伺服電機使用。
配合伺服電機使用的油泵有定量的齒輪泵及變量的柱塞泵兩種。
齒輪泵的容積效率在90%以下。其構造較簡單,成本不高,噪音不大,對油污的容隱度則較大。
柱塞泵的容積效率在95%左右。它的構造精密,對油污的容隱度不高,噪音亦較大。但其變量特性可用來降低對伺服電機的扭矩負載,故降低其電流及其發熱,使在需要極低流量的保壓,保壓時間能夠更長。這在油研公司的雙排量設計發揮了出來。
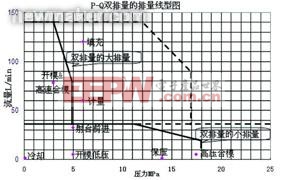
從下圖得知,保壓及高壓合模所需的流量低但壓力高,可將變量泵轉為小排量,降低在低速時伺服電機的大電流產生的發熱。此功能連全電機也做不到。如不用雙排量的話,保壓及高壓合模會超越原排量的壓力流量范圍,但仍在虛線的超載范圍內,可以作短暫保壓及高壓合模。如鎖模方法是采用機鉸,高壓合模自然是短暫的。直壓鎖模如不采用單向閥將鎖模力鎖住,便要靠電機油泵不停地工作來維持鎖模力。雙排量的小排量能提供長時間的保壓及高壓合模。 本文引用地址:http://www.104case.com/article/161028.htm
伺服電機的限制
伺服電機在“低轉速”時的反電勢(counter emf)較“高轉速”時低,電流增加使線圈過分發熱。這在長時間保壓時會發生。油研公司用變量泵降低排量,維持電機的高轉速來舒緩這個問題。選購注塑機時還要留意伺服電機功率是否過小。
大的注塑機需要大的電機/油泵來驅動,但大的伺服電機,其轉子便有大的慣性,不能達到0.05 秒從0到2000 rpm的要求。如以日本的兩家伺服電機帶油泵的供應商為例,最大的電機也只有15 kW。
更大的注塑機只能將兩個或以上伺服電機/油泵合流來驅動,便既能達到油流量的要求,亦能達到反應時間的要求。有一臺3500噸的注塑機是采用10套伺服電機/油泵合流來驅動的。
伺服電機的成本高,是否值得采用就要看產品而定(參考前一節),亦要看目前的注塑機是采用定量泵還是變量泵的。若額外的投資回本期在兩年內,便是值得的。
標準度及其他優點
伺服電機的轉軸配有編碼器,與驅動器一同提供轉速的閉環控制。由于螺桿的注射速度才是閉環控制的目標而油泵轉速只是正比于注射速度,伺服電機只達到速度半閉環的控制,但當然已比開環控制精準。
伺服電機驅動的油泵在出口處配有壓力傳感器,與驅動器一同提供壓力的閉環控制。這樣的話,伺服電機驅動油泵便能提供3/4閉環控制了(3/4=1/2*1/2+1/2*1)。
精準的速度及壓力控制是穩定生產力的先決條件。由于油溫度不高,油溫的波動亦較低,再提高了穩定性。油溫不高亦可以節省甚至去除壓力油冷卻的需要。其他優點有低燥音(尤其是在待機狀態),體積小及重量輕等。
電熱的節能
基于同樣原理,料筒上的電熱瓦能夠節能,只能從減少浪費著手。
在料筒裝上保溫罩及保溫罩是否含保溫綿都可在不同程度上減少浪費。
料筒上的電熱瓦用熱傳導方式經料筒壁向料筒內的塑料加熱。同時,電熱瓦亦以輻射及對流方式流失,浪費了熱能。裝了保溫綿的保溫罩能減少流失。
從操作方面節能
保溫罩很多時候在修理電熱瓦或電熱后未有及時裝上,便流失了熱能。
在裝有搖頭風扇的車間要避免風扇吹到料筒/保溫罩,否則強制對流不但增加流失,還影響了料筒的溫度,產品便不穩定。
靠近冷水環的一段電熱不要設置太高溫。此段的熱能還能用傳導方式往冷水環方向流失能量。
革命
自從發明了注塑機后,注塑機經歷過幾個技術性的革命。
往復螺桿是早期的一個創新,將塑化及注射功能組合起來,降低了注塑機的成本。
第二個創新算是比例壓力及流量閥,這與第三個創新:微處理器的廣泛使用息息相關。動作的壓力及流量再不用在閥上手調設置,注塑參數還能記憶起來,方便下次調出來再用。
第四個創新是變量泵的廣泛采用,這與不斷上漲的電費不無關系。
第五個創新應算是全電機的推出。由于沒有油溫的影響,它將穩定性大幅提高。精準、并行動作、省電、減少噪音、沒有漏油污染等都得以大幅改進。
第六個創新便是伺服電機驅動油泵在注塑機上的應用。節能及3/4閉環、減少噪音等的優點近乎全電機的,但成本就低多了。在原油價不斷上升的今天,相信會大行其道。
總結
節能的本質在于減少浪費。當注塑機動作不是全速時,降低流量便能減少浪費。新的技術如變量泵及伺服電機能夠降低流量。
伺服電機與異步電機基本上有以下分別,使前者能在注塑機上發揮其節能作用。
在低負荷時(含待機狀態),異步電機的效率很低,便做成浪費。異步電機是恒速轉動的,但伺服電機能變速,包含待機狀態的仃轉,便能減少了摩擦及低效率的浪費。
不是任何產品都適宜用伺服電機帶油泵的注塑機來生產,就如不是任何產品都要用全電機來生產一樣。定量泵及變量泵機還有其存在的價值。是否采用此技術要計算投資回本期來作出決定。操作員的培訓及電熱的節能亦需留意.

伺服電機相關文章:伺服電機工作原理



評論