直流電弧爐電極升降控制系統的技術改進

1概述
本文引用地址:http://www.104case.com/article/159746.htm直流煉鋼電弧爐在冶煉過程中,其初始熔化、熔化、氧化和還原各個階段對供電制度(即電壓、電流的大小)有著不同的要求,以求節能降耗、提高工效、達到最佳技術經濟指標。
與交流煉鋼電弧爐的控制方式不一樣,直流電弧爐的弧壓(即電弧電壓)和弧流(即電弧電流)的大小是由兩套完全獨立的調節系統分別控制的,弧壓和弧流可以線性地分別獨立地進行自動調節,以滿足冶煉工藝對供電的要求。
弧流調節系統以晶閘管整流器作為調節對象,電弧電流自動閉環穩流調節器控制晶閘管整流器直流輸出電流,有靜態情況下,自動穩流系統可以保持弧流恒定不變。在有效控制范圍內,弧壓的變化不會引起弧流隨之而變,這樣就為獨立調節弧長和弧壓創造了條件。
直流電弧爐在冶煉過程中,電極升降控制系統以電極定位機構為控制對象,其主要作用是調節電弧弧柱的長度(即弧長)。根據有關文獻資料分析,電弧電壓Va和電弧長度la之間近似地存在著以下關系:
Va=kala
式中ka=0.6~1.1V/mm稱之為電弧電壓梯度,弧壓梯度大小的變化取決于爐內的氣氛。相對于弧流和弧壓的變化速度而言,認為ka值的變化十分緩慢,可近似地看作常數。由此可見,弧壓與弧長成近似的線性關系。調節弧長的長短相當于調節弧壓的高低。當弧流恒定不變時,調節弧長也相當于調節電弧功率的大小。因電弧功率Pa=IaVa。所以,電極升降控制系統性能的好壞直接影響電功率的輸入和電爐的運行狀態。
2存在的主要問題和原因分析
甘肅華藏冶金集團特殊鋼廠兩臺標稱容量為5噸的直流煉鋼電弧爐于1997年開始投入試運行,投運后發現電極升降控制系統工作不正常,存在的問題主要表現為:
(1)運行不穩定,電極竄動頻繁、持續時間長,電爐不能連續穩定地獲得有效的電弧功率輸入;
(2)弧壓低,在交流電壓最高的第五檔,弧壓(直流)值也只能達到250V左右,嚴重地限制了電弧功率的提高,變壓器網側功率因數也相對較低;
(3)弧壓調節范圍小,實際弧壓值不是跟隨給定弧壓值線性地變化。控制性能不能滿足冶煉工藝的要求,不能準確地將弧壓穩定在給定的值上;
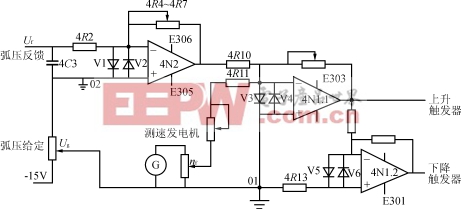
圖1原調節器基本原理圖
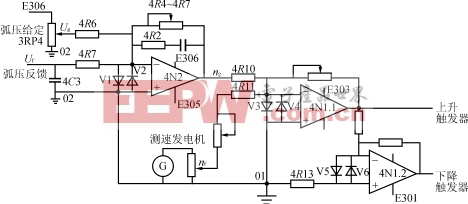
圖2弧壓和轉速雙閉環調節器基本原理圖
(4)電路故障率高,經常停電檢修,調整或更換元器件,嚴重影響生產。
根據試運行過程中所出現的問題,經過仔細的現場觀察和對控制電路系統的認真分析,認為發生以上問題的主要原因有以下幾個方面:









評論