采用航空插頭的SMP運(yùn)動(dòng)控制內(nèi)核機(jī)器人控制系統(tǒng)

4 應(yīng)用軟件開發(fā)
SMP 系統(tǒng)提供了應(yīng)用于Visual C++、Visual Basic 和Java 的應(yīng)用軟件庫接口、MAPI 源代碼和對(duì)引擎內(nèi)核的實(shí)時(shí)調(diào)用DLL 文件。強(qiáng)大的MDK 二次開發(fā)軟件包可方便用戶根據(jù)操作習(xí)慣和實(shí)際需要開發(fā)自己的應(yīng)用軟件。本文介紹的機(jī)器人控制系統(tǒng)選用Visual Basic 軟件作為開發(fā)環(huán)境。
4.1 軟件開發(fā)流程
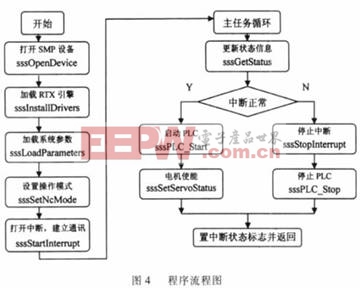
應(yīng)用軟件的運(yùn)行首先要實(shí)現(xiàn)對(duì)SMP 系統(tǒng)的初始化和RTX 引擎的啟動(dòng)。SMP 系統(tǒng)的初始化包括SMP 設(shè)備打開和系統(tǒng)參數(shù)加載。系統(tǒng)初始化和RTX 引擎啟動(dòng)成功后, 設(shè)置系統(tǒng)操作模式, 打開中斷循環(huán)并與遠(yuǎn)程設(shè)備建立通訊。程序主循環(huán)過程中斷狀態(tài)正常時(shí), 打開PLC 引擎并使伺服電機(jī)。在不同操作模式下, 根據(jù)實(shí)際需用編寫界面操作程序。軟件編寫過程中, 通過MDK 二次開發(fā)包提供的MAPI 調(diào)用語句和動(dòng)態(tài)鏈接文件DLL, 可實(shí)時(shí)讀取界面操作所需要的引擎狀態(tài)和系統(tǒng)信息。
4.2 示教操作界面
手動(dòng)示教模式的功能是讓操作人員記錄機(jī)器人位置姿態(tài)并生成焊接軌跡。在機(jī)器人的實(shí)際應(yīng)用中, 需要操作人員在手動(dòng)操作模式下移動(dòng)機(jī)器人關(guān)節(jié)使焊槍末端始終沿著規(guī)定的焊接軌跡移動(dòng), 然后在示教模式下記錄運(yùn)動(dòng)過程中的關(guān)鍵位置點(diǎn), 并根據(jù)焊接的要求插入打開焊槍、關(guān)閉焊槍、輸入焊接速度、暫停等功能指令, 最后保存軌跡生成可再現(xiàn)的示教程序[4].程序中對(duì)焊槍的控制是將M 指令進(jìn)行譯碼后, 交給PLC 引擎運(yùn)算, 并通過PLC 輸出點(diǎn)控制焊槍的開始點(diǎn)和結(jié)束點(diǎn)。示教功能界面如圖5 所示。在自動(dòng)運(yùn)行界面下, 操作者可重復(fù)調(diào)用保存好的示教軌跡程序, 控制機(jī)器人運(yùn)動(dòng), 完成焊接。

5 結(jié)束語
本文介紹的基于PC 機(jī)和Windows 系統(tǒng)的機(jī)器人控制系統(tǒng)具有運(yùn)行穩(wěn)定、系統(tǒng)內(nèi)核升級(jí)方便、應(yīng)用軟件開發(fā)周期短、界面友好等優(yōu)點(diǎn)。本系統(tǒng)實(shí)現(xiàn)了對(duì)6 個(gè)自由度機(jī)器人的聯(lián)動(dòng)控制, 完成了示教編程、參數(shù)設(shè)定, 自動(dòng)運(yùn)行等功能模塊的編程。搭配松下A4N 系列伺服和廣東伺博科NBC-350 二氧化碳?xì)獗:笝C(jī), 在實(shí)際的焊接應(yīng)用中取得了良好的效果。通過對(duì)焊接速度和焊接電流, 電壓等參數(shù)的調(diào)節(jié), 焊接質(zhì)量達(dá)到了技術(shù)要求, 軌跡準(zhǔn)確, 焊縫平滑。接下去, 機(jī)器人系統(tǒng)的進(jìn)一步研究工作將主要在以下兩個(gè)方面:
(1) 深入研究機(jī)器人運(yùn)動(dòng)的速度前饋和加減速算法,提高機(jī)器人在高速運(yùn)動(dòng)下的定位精度, 減少振動(dòng), 保證機(jī)器人運(yùn)動(dòng)的平穩(wěn)性;
(2) 建立機(jī)器人三維模型, 研究機(jī)器人逆運(yùn)動(dòng)學(xué)算法, 規(guī)劃?rùn)C(jī)器人的空間運(yùn)動(dòng)軌跡, 編寫離線編程加工程序。

伺服電機(jī)相關(guān)文章:伺服電機(jī)工作原理
電能表相關(guān)文章:電能表原理








評(píng)論