基于ARMS和FPGA的嵌入式數控系統設計

4.3 加減速控制模塊
加減速控制是數控系統的關鍵技術之一,也是實現數控系統高實時性的瓶頸。數控系統中,為了保證機床在啟動或停止時不產生沖擊、失步、超程或振蕩,必須對進給電機的脈沖頻率或電壓進行加減速控制。即當機床加速啟動時,保證加在電機上的脈沖頻率逐漸增加;而當機床減速停止時,保證加在電機上的脈沖頻率逐漸減小。目前,電機加減速的常用控制方法是梯形加減速控制和S形加減速控制。本次設計采用兩種控制方案以適應不同工作場合的要求。
4.3.1 梯形加減速
梯形加減速是指在加減速過程中加速度為常數,速度曲線為梯形的加減速過程。梯形加減速控制算法簡單、易于實現,但在加減速過程中加速度曲線不連續會導致驅動機構的振動和沖擊。正常情況下梯形加減速運動過程如圖6所示分為加速段、勻速段和減速段三個階段。本文引用地址:http://www.104case.com/article/148022.htm
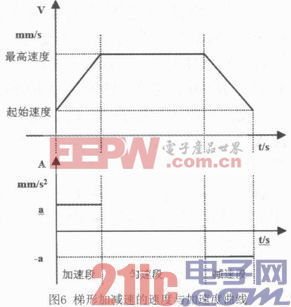
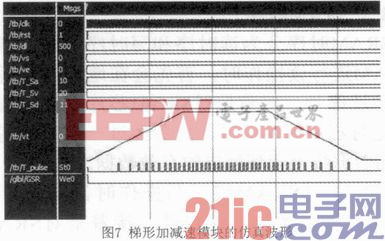
圖7所示為ModelSim對梯形加減速模塊的仿真結果,可以看到插補器輸出的脈沖速度曲線呈現梯形,輸出脈沖的頻率的大小隨速度的變化而變化,實現了電機的梯形調速。
4.3.2 S形加減速
S形加減速是指在加減速時,加速度導數為常數,速度曲線為S形曲線的加減速過程。通過控制加速度導數來避免加速度突變,減小加工過程中由于加速度突變引起的機械系統振動。S形曲線速度控制可以得到平滑的速度曲線,但算法復雜,運算時間長。
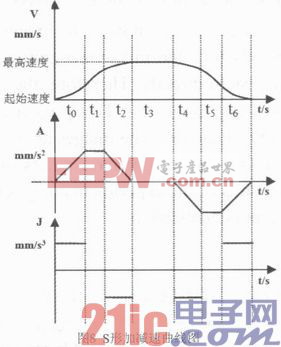
S形加減速中加速度相對加速度導數的變化規律相當于直線加減速中速度相對加速度的變化規律。如圖8所示為S形曲線加減速的曲線圖,圖中從上到下依次為速度曲線、加速度曲線以及減速度曲線。從圖中可以看出,正常情況下S形加減速分為:加加速段、勻加速段、減加速段、勻速段、加減速段、勻減速段和減減速段七個階段。加速度連續,調速光滑,不會導致驅動機構的振動和沖擊。
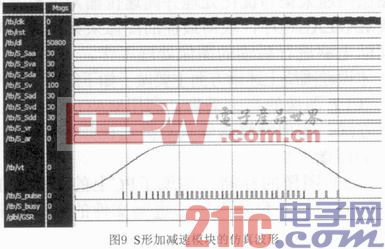
圖9所示為ModelSim對S形加減速模塊的仿真結果,可以看到插補器輸出的脈沖速度曲線呈現梯形,輸出脈沖的頻率的大小隨速度的變化而變化,實現了電機的S形調速。
5 結束語
本文給出了一種基于ARM和FPGA的開放性的嵌入式數控系統,突破了傳統的計算機數控系統架構,采用ARM處理器S3C2440A和FPGA器件XC3S25 0E和μC/OS-II嵌入式實時操作系統組成的數控系統軟硬件平臺,充分利用了ARM微處理器的高速運算能力與FPGA的快速配置能力,大大減少了系統的外圍接口器件,并具有良好的穩定性、模塊化、可擴展性、可移植性等特點,有利于實現數控系統的開放化和網絡化,有效地降低了系統成本,適合我國數控系統發展的需要,具有廣闊的應用前景。

fpga相關文章:fpga是什么
c語言相關文章:c語言教程




評論