BWS-BB伺服驅動器在卷筒紙裁切機的應用

1.引言
隨著裁紙行業的不斷發展,裁切定位精度成了成品的關鍵保證,由于國內大部分的生產廠家都是采用變頻器上加同步控制卡在定位精度不能準確的把握,我公司聚集了一批在工控事業奮斗的業內精英,同時注入國外先進的技術,輔以博瑋人的勤奮與智慧,開發了一種在裁紙行業的伺服驅動控制器,得到業內人士肯定同時也在實際生產廣泛的應用。
2. 設備結構
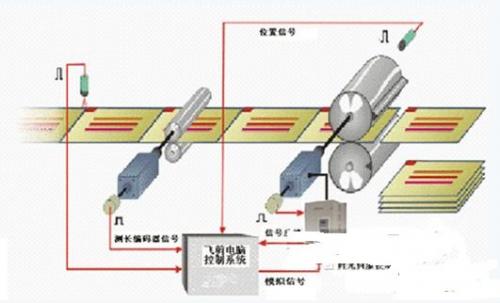
設備的結構:首先介紹整個設備生產過程,如圖所示D1是張力控制系統,它是個磁粉離合器,卷筒紙由它來夾緊,當拉力不均勻的情況下它能夠自動調節卷筒紙松緊程度,使紙張在工作過程不會被拉斷或拉斜。圖M2是個送紙電機它是個異步電機帶編碼器由變頻器來控制,用變頻器來調速。M1是切紙電機也是個異步電機帶編碼器由BWS-BB伺服控制器與BWS-BH伺服電機來控制。M3和M4是個變頻電機由兩個小變頻器控制用來調整切完的紙張送到料斗速度快慢,這兩個小電機拖著皮帶運動,切好的紙張就自動放在皮帶上,然后傳到存放斗。
3.控制原理
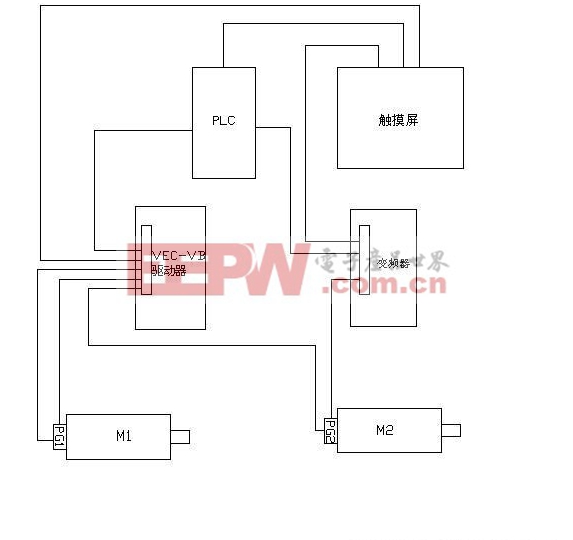
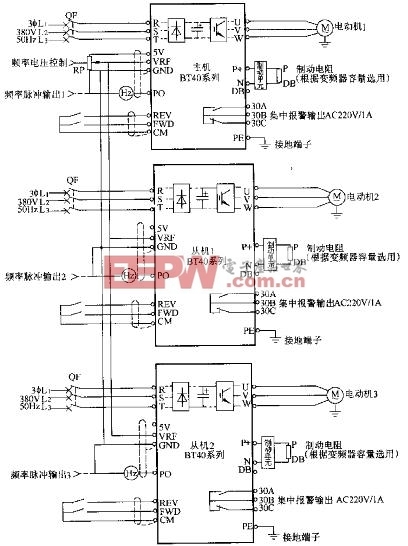
用BWS-BB驅動器內含PCMD定位功能,可以追隨前一臺馬達的編碼輸出,并依照既定的比例G=(F133/F134)(即內部電子齒輪比)執行數字式精準的比例連動控制。
如圖所示: BWS-BH/M1電機由BWS-BB伺服控制器來控制,M2電機由變頻器來控制,把M2電機PG2編碼器線接到BWS-BB的控制卡上,M1電機PG1編碼器也接到接到接到VEC-VB的控制卡上,當M1電機運轉時PG1編碼器就有脈沖輸出。這脈沖就輸入到BWS-BB控制,由于BWS-BB內置追蹤控制卡并采用位置追蹤控制模式,接受PG1輸入的脈沖并依BWS內部比例聯動功能通過參數F133和F134的比例執行數字式比例連動,來決定M1切紙電機輸出速度。(例: M2的電機是決定送紙的速度,送紙速度越平穩M2編碼器脈沖輸出就越穩定,當BWS-BB接受到M2編碼器脈沖輸入越穩定則M1電機輸出速度就越穩定栽切出來的紙張的平整度越好,M1電機帶動卷筒刀轉一圍就對紙張栽切一次,通過改變BWS-BB內部的電子齒輪比就可以改變所要栽切紙張大小)
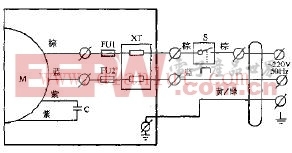
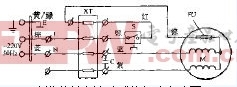
4.接線圖:
5.人機畫通訊相關設定
VEC-VB支持ModuleBus(RTU)通信格式相關參數如下:

支持相關參數的直接更改,例如比例連動值可以直接通過觸摸來更改來改變所要切紙張的大小,還可以監視電流值,電壓,電機的轉數等。
6. 實際生產應用
采用異步電機和BWS—BB伺服(本身帶有馬達自學習能力)來驅動卷筒紙裁切紙電機,即用額定功率為15KW,電流值為30.7A,額定轉數為1460轉,電機編碼器2500線的切紙電機與額定功率為15KW,電流值為32A的-BWS-BB伺服相匹配。夾紙采用的是張力控制系統使送紙的速度達到恒定,這樣可以確保切紙的長度精確度。送紙電機是采用變頻器來控制電機的特性跟切紙電機一樣,其中電機編碼器也是2500線。控制的原理是把送紙的驅動電機編碼器當主編碼器輸入,切紙電機編碼器當從機編碼器輸入,切紙電機編碼器追隨送紙電機編碼器的脈沖輸出。通過比例值F133(機械結構決定2457)和F134(設定切紙長度為700mm),在送紙速度為200米時,切紙數為150張,經測驗最大誤差0.30mm,切完的紙用兩臺變頻器帶動兩臺小電機把切完的紙張送到切臺上,整個切紙過程就完成。在整個切紙過程中速度快且穩。
7.變頻器加同步卡和VEC-VB伺服控制器的比較
用兩臺同樣的機械設備一臺用變頻器加同步卡來控制切刀電機,另一臺用BWSBVB伺服控制器控制,所切的紙張同樣大小,1>在速度為60米/分情況下,變頻器加同步卡切出的紙精度為0.45mm, VEC-VB伺服控制器切出的紙精度為0.31mm并且切出來紙張的平整度比BWS-BB伺服器效果差。2>在速度為120米/分情況下,變頻器加同步卡切出的紙精度為0.40mm, BWS-BB伺服控制器切出的紙精度為0.30mm并且切出來紙張的平整度比BWS-BB伺服器效果差。3>在速度為200米/分情況下,變頻器加同步卡切出的紙精度為0.43mm, BWS-BB伺服控制器切出的紙精度為0.30mm并且切出來紙張的平整度比VEC-VB伺服器效果差,從以上的三種情況可以說明BWS-BB伺服控制器不管在低速或高速的情況系統整體穩定好,控制精確度高.
8. BWS-BB伺服控制器的功能和特點
BWS-BB伺服控制器的功能:
1. 可驅動永磁無刷伺服馬達、感應交流伺服馬達、伺服主軸馬達和感應一般交流馬達。
2. 具有馬達參數自學習功能,對不同馬達適應性更強。
3. 多種控制模式:位置模式、速度模式、轉矩限制模式。
4.在運行過程中,速度模式和位置模式可切換;在位置模式中
定位模式和追蹤模式可切換。
5. 速度、轉矩限制功能。
6. 電子齒輪功能。
7. 內置計數器、計時器、觸發器模組;可取代簡單的PLC控制。
8. 內置PID功能。
9. ModBus通訊控制。
10. 可彈性規劃數字、模擬輸入及輸出的定義。
11.可追認印刷光標點自動修正栽切長度。
12.在S曲線加速過程中,還可作扭力補償措施,可快速同并減少栽切誤四段S曲線(正轉加/減速,反轉加/減速可各設定。
VEC-VB伺服控制器的特點:
1. 可實現電機完全同步控制,比例追蹤控制、定位驅動控制.
2. 擁有內部寄存器,可實現精確的點對點位置控制.
3. 內置平滑曲線, 可降低在機器起動、停止時產生的振動,延長機械可降低在機器起動、停止時產生的振動,延長機械的使用壽命;在速度指令迅速轉折瞬間,可利用此功能達到速度與加速度的連續平穩性指令平滑曲線精準且追從性高。
4. 低速運轉特性佳,在1rpm命令下,一回轉的速度實際變動誤差最多只有0.5%。
5. -3000rpm至3000rpm的加速時間20ms。
6. 速度最高達9000轉。
7.可提供10輸入點和4個輸出點方便用戶選擇和使用,可以有用戶自已定義其輸入和輸出。
9.結語
該項技術已成功應用,并通過相關行業的認證,且有廣泛的應用前景,同時填補國內市場的一大空白,我們本著“愛人如已”的服務理念,凡事立足于誠信和責任,“全心全意為客戶創造價值”是博瑋人為之不懈奮斗的目標。


評論