AMK伺服控制器在HCT MaxEdge線鋸中的應用

江西賽維ldk太陽能高科技有限公司為了提高市場競爭力,增強經濟效益,在國內率先引進了應用材料公司的maxedge線鋸。該機自動化程度高,其電氣控制系統采用德國amk伺服驅動控制器,較好的滿足了切片工藝的要求。
amk伺服控制器的特點
amk作為全數字交流伺服控制器,主要完成定位掃描、速度控制、閉環位置控制、電機編碼器賦值與監測、信號追蹤、故障診斷、故障冗余以及通過總線保持與控制面板的信 號、數據信息傳遞等功能。ke/kw系列單元主要特點如下:
(1)ke/kw系列單元由電源模塊和用于控制伺服電機(功率最大可達100kva)的驅動模塊組成。
(2)接有可再生制動的電源模塊ke產生用于kw模塊的直流電壓。
(3)采用igbt pwm方式控制的kw模塊具有扭矩控制,位置控制以及速度控制等功能。其逆變器單元把來自dc-bus的直流電逆變成交流電供電機使用,并且通過直接對電機編碼器反饋信號采樣來控制電機在4象限內精確運行,具有高動態響應性。
(4)ke/kw可以組成acc總線網絡,并且可以通過不同總線實現更高級別的控制。
(5)任選控制卡可以擴展系統,比如用于驅動命令的2進制i/o接口,用于現場總線和plc編程功能的接口。
(6)kwd模塊內含兩個獨立的kw驅動模塊,為控制小功率電機提供了一種性價比高的手段。
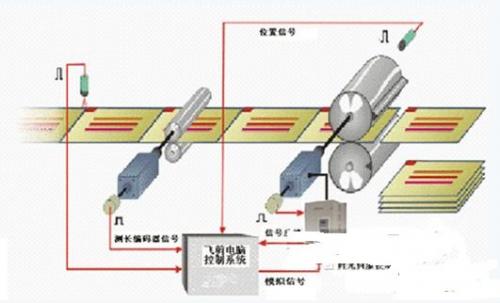
hct maxedge線鋸工作原理和amk驅動控制系統硬件組成
hct maxedge線鋸(如圖1所示)的核心是在研磨漿配合下用于完成切割動作的超細高強度鋼線。鋼線相互平行的纏繞在a、b、c、d4個導輪上形成一個水平的切割線網。馬達驅動4個導輪使整個切割線網以一定的速度移動。線網的速度、直線運動或來回運動都會在整個切割過程中根據硅塊的形狀進行調整。在切割線運動過程中,噴嘴會持續向切割線網噴射含有懸浮碳化硅顆粒的研磨漿。
硅塊被固定于工作臺上,通常一次8塊(滿載)或者4塊(半載)。工作臺垂直通過運動的切割線網,使硅塊被切割成硅片。切割原理看似非常簡單,但是實際操作過程中有很多挑戰。線切割機必須精確平衡和控制切割線直徑、切割速度和總的切割面積,從而在硅片不破碎的情況下,取得一致的硅片厚度,并縮短切割時間。
由于maxedge線鋸采用了雙線網管理系統,擁有4個獨立控制的驅動馬達分別控制a、b、c、d4個導輪,所以需要兩套放線、收線以及排線裝置。放線輪、收線輪馬達上裝有剎車裝置,意外斷線時可以及時停車。上、下工作臺可以獨立控制也可以同時控制。
根據分析maxedge線鋸驅動系統硬件大致由2個kes120模塊、8個kw模塊(分別控制4個繞線輪、4個導輪)、3個kwd模塊(分別控制左上、下排線輪,右上、下排線輪,上下工作臺)和伺服電機組成。控制面板和plc1、plc2以及安全繼電器xps-mc之間采用profibus通信。驅動控制系統框圖如圖2所示。
線路連接
為保證伺服驅動器的安全可靠工作,同時減少諧波對plc,特別是對模擬量信號的干擾,控制器的主回路必須按照電氣工藝要求連接相關設備。ke模塊進線側安裝有斷路器、保險、濾波器、電抗器,和接觸器。

伺服電機相關文章:伺服電機工作原理

評論