線性自抗擾控制器在粗紗機卷繞速度控制中的應用

PD控制器為, 和
和  幾個參數即可。而且
幾個參數即可。而且  與
與  符合
符合  =3~5
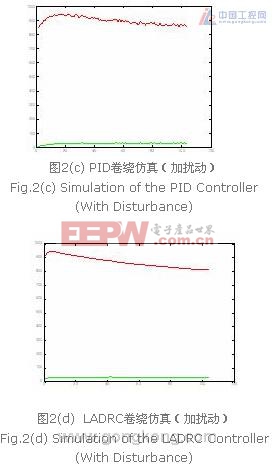
=3~5  。 4. MATLAB仿真 粗紗機卷繞控制系統中,按照其速度運動規律,在Matlab的Command Window窗口中分別采用PID控制器和線性自抗擾控制器對卷繞過程進行仿真,卷繞線速度設為28m/min。仿真波形如圖2 所示,在沒有擾動的理想情況下,不論使用PID控制器還是LADRC控制器,仿真控制輸出結果基本都差不多,如圖2(a)和圖2(b)。但是一旦加入擾動4*randn(size(t))后,PID控制下的筒管轉速出現明顯的波動,調整參數后也只能達到圖2(c)所示的效果,而LADRC的抗干擾能力明顯比PID控制器要強,即使控制器參數不作任何修改也可以達到圖2(d)所示的控制效果。仿真結果充分顯示出了LADRC的優越性,而且控制器參數調節十分方便。
。 4. MATLAB仿真 粗紗機卷繞控制系統中,按照其速度運動規律,在Matlab的Command Window窗口中分別采用PID控制器和線性自抗擾控制器對卷繞過程進行仿真,卷繞線速度設為28m/min。仿真波形如圖2 所示,在沒有擾動的理想情況下,不論使用PID控制器還是LADRC控制器,仿真控制輸出結果基本都差不多,如圖2(a)和圖2(b)。但是一旦加入擾動4*randn(size(t))后,PID控制下的筒管轉速出現明顯的波動,調整參數后也只能達到圖2(c)所示的效果,而LADRC的抗干擾能力明顯比PID控制器要強,即使控制器參數不作任何修改也可以達到圖2(d)所示的控制效果。仿真結果充分顯示出了LADRC的優越性,而且控制器參數調節十分方便。
和 幾個參數即可。而且 與 符合 =3~5 。 4. MATLAB仿真 粗紗機卷繞控制系統中,按照其速度運動規律,在Matlab的Command Window窗口中分別采用PID控制器和線性自抗擾控制器對卷繞過程進行仿真,卷繞線速度設為28m/min。仿真波形如圖2 所示,在沒有擾動的理想情況下,不論使用PID控制器還是LADRC控制器,仿真控制輸出結果基本都差不多,如圖2(a)和圖2(b)。但是一旦加入擾動4*randn(size(t))后,PID控制下的筒管轉速出現明顯的波動,調整參數后也只能達到圖2(c)所示的效果,而LADRC的抗干擾能力明顯比PID控制器要強,即使控制器參數不作任何修改也可以達到圖2(d)所示的控制效果。仿真結果充分顯示出了LADRC的優越性,而且控制器參數調節十分方便。 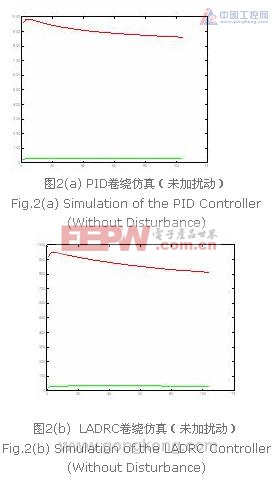
5. 粗紗機卷繞速度控制

圖3 實測筒管轉速和直徑
采用貝加萊Power Panel( PP41)作為主控制系統,完成粗紗機的各項電氣控制功能和數據運算,采用貝加萊伺服驅動器(ACOPOS)作為調速系統,通過線性自抗擾控制器控制筒管轉速保證卷繞線速度恒定。通過在上海二紡機有限公司EJK211型粗紗機上試驗,系統在LADRC控制下成功消除了現場各種干擾,如圖3所示,筒管轉速在直徑不斷增大的情況下逐漸降低,線速度保持恒定。在試驗過程中出現了三次升、降速過程,其中前兩次是人為停車,最后一次是由于斷紗而引起的故障停車。線性自抗擾控制器的應用保證了粗紗的卷繞質量,并且斷紗、壞紗情況有一定改善。
6. 總結
實踐證明了簡化的線性自抗擾控制器在粗紗卷繞速度控制項目中具有很好的控制效果,尤其在具有復雜干擾環境中,自抗擾控制器表現出了良好的適應性和魯棒性。盡管在試驗中取得了良好的控制效果,但是簡化的線性自抗擾控制器在粗紗機筒管轉速控制中的應用還需要在實踐中進一步驗證。
參考文獻
[1] Scaling and Bandwidth-Parameterization Based Controller Tuning Zhiqiang Gao Proceedings of the American Control Conference 2003.6
[2] 從PID技術到“自抗擾控制”技術 韓京清 控制工程 2002.5
[3] 自抗擾控制器的發展 黃一,張文革 控制理論與應用 2002.8
[4] 自抗擾控制器在卷繞頭速度控制中的應用 王鵬飛,肖維榮 微計算機信息 2005.5
[5] 一般工業對象的二階自抗擾控制 要曉梅,王慶林,劉文麗,劉瑞英 控制工程 2002.9
主站蜘蛛池模板:
岳池县|
东丰县|
三江|
乌恰县|
西藏|
汤阴县|
互助|
密云县|
梓潼县|
彰化市|
黎川县|
中山市|
甘洛县|
龙川县|
灌阳县|
武鸣县|
黎川县|
临泉县|
尚义县|
西充县|
牡丹江市|
宜宾县|
东港市|
偏关县|
新宾|
理塘县|
灵寿县|
漯河市|
康平县|
定西市|
高邮市|
开阳县|
新沂市|
寿光市|
宝兴县|
青神县|
雷波县|
荔波县|
高要市|
贵州省|
垫江县|

評論