雙電機驅動的電動螺旋壓力機PLC控制系統


圖4 控制系統軟件結構
設置定時中斷組織塊OB35中斷周期為5ms,實時檢測滑塊位移和外部開關量等信號變化,控制輔助標志位的置位或復位,從而執行或退出相應的子程序,由于PLC是逐行掃描執行程序,而且每次掃描時間并不相同,因此在中斷函數里進行輔助標志位的操作,保證了能盡快響應外部信號的變化,增強實時性,每次的打擊能量也是通過在中斷函數中求出打擊工件時的滑塊速度后計算得出的,具體算法如圖5所示,圖中所有變量單位均為脈沖數。
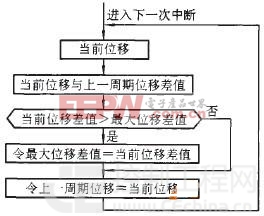
圖5 打擊速度求取程序流程圖
開關信號處理模塊主要處理按鈕操作、指示燈的顯示、潤滑控制等操作,參數處理模塊是在用戶通過觸摸屏重新設置預選能量百分比和打擊行程后,根據設定參數計算出系統運行時所需的參數,如速度信號模擬量等,點動模塊實現滑塊的點動運行,以保證以較小的速度實現可靠的合模對零,點動運行運用ABB變頻器恒速模式,只要通過觸點控制便可實現恒速模式的切換,通過參數設置恒速運行的速度大小,從而方便準確地設置零點,滿足工程應用的需要,故障處理模塊檢測外部信號狀態,若出現問題則進行相應處理。
下行打擊子程序實現打擊時能量的控制,首先輸出設定能量對應的速度信號模擬量,考慮到機械制動器動作的延遲性,在開啟制動器電磁閥后延時100 ms再閉合變頻器運行觸點,滑塊加速至設定的速度后保持恒速下行。通過現場調整驅動器的PI參數獲得更好的動態性能,打擊完畢后電機反轉回程。實際工況中,滑塊在打擊工件后回彈,則編碼器信號A,B相的相序發生改變,即高速計數器計數方向發生變化。系統組織塊SFB47的數據位STS_C_UP存儲高速計數口的遞增計數狀態,中斷程序檢測該數據位的狀態,若檢測到電平跳變,立即發回程信號,進入回程控制程序。
圖6為回程控制程序流程圖,為加快生產進程,要求回程速度越快越好,但為了使滑塊準確停靠地在設定位移處,回程速度又不能過大,因為電機本身的制動能力有限,若速度過快則無法可靠停機,一般認為電機制動轉矩不超過額定轉矩,回程時首先加速運行至允許的最大速度,到指定位移后進入減速段,能耗制動回饋的機械能由制動電阻消耗,最終進入恒速模式并停車,加速段的初速度指令須大于0,對實現快速正反轉有較大作用,停機運行時在變頻器停止操作執行后,延遲100 ms機械制動器動作,這樣可減少機械制動器的摩擦損耗,延長壽命。
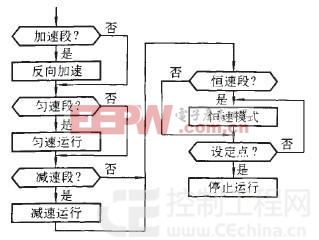
圖6 回程控制程序流程圖
3 測試及結論
對J58K_250型電動螺旋壓力機試打測試,預選能量100%,打擊行程300 mm,以約18次/min的頻率連續運行8 h,室溫34℃。每隔5 min檢測電機溫升,溫升實測曲線(圖略)表明控制工程網版權所有,起初電機溫度上升較快,在運行2 h后,溫度穩定在91℃左右,電機絕緣等級為F級。
為檢測電機轉矩響應的快慢,將編碼器信號并接至研華PCL-833計數卡,運用10 ms中斷實時采集一次完整的打擊過程的滑塊位移信息,并給出圖7所示的滑塊速度-加速度曲線。
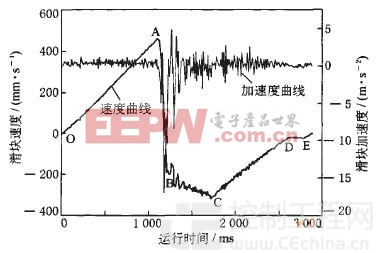
圖7 滑塊速度-加速度曲線
對速度曲線,OA段為滑塊下行加速段,近似一條直線;AB段滑塊打擊工件并反彈,歷經加速回程段BC,減速段CD和恒速段DE,最終停機,停靠在設定位移。由于外部負載一定,因此加速度曲線反映了電機輸出轉矩的大小,可以看出,輸出轉矩存在較大波動。但速度曲線OA段近似直線,因此如果將整個過程分作若干區間,那么每個區間內平均加速度基本相等,速度曲線AB段反映了驅動器控制電機從輸出正向最大轉矩到負向最大轉矩的轉換能力,由圖看出,當前負載條件下實現快速正反轉的時間不超過30 ms,對每次打擊過程的實際能量和回程位置進行統計分析,能量最大波動范圍不超過設定能量的2%,回程點在設定位移的±2 mm內。
綜上所述,雙電機驅動的基于S7-300的電動螺旋壓力機控制系統,電機轉矩響應迅速,能量、回程控制精確,長期運行電機溫升在允許范圍之內,滿足了生產要求,并已成功運用于J58K系列電動螺旋壓力機中。









評論