CAN總線多軸系統在絲網商標印刷機上的應用

現在采用方案
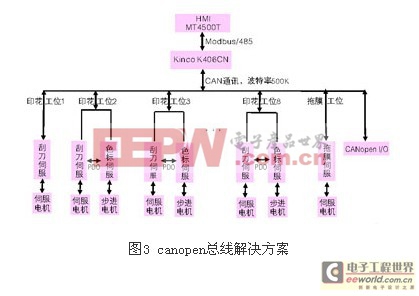
圖3為canopen總線解決方案,該方案是當前工業領域非常流行的總線解決方案,所有的硬件設備均連接到can總線上,設備間的數據交換通過總線來完成,由于具有很高的數據傳輸率,因此系統具有很高的實時性和很強的數據處理能力。主plc與各個工位之間的通訊全部采用總線,交換的數據可以更多,速度也更快,系統中印花工位的增加對控制器沒有任何成本影響,而且對整個系統的性能影響也甚小!
方案簡介
附表為系統配置表。

每個工位的操作面板
如圖4所示的工位操作面板,其中:
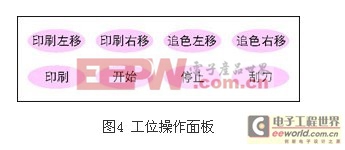
印刷左移:控制伺服電機帶動印刷臂左移
印刷右移:控制伺服電機帶動印刷臂右移
追色左移:控制色標電機帶動色標左移
追色右移:控制色標電機帶動色標右移
這4個按鈕開關信號均直接接入ed伺服驅動器,通過在伺服驅動器內部對這4個輸入信號進行編程,即可實現對伺服電機的控制,不需plc在發送任何信號,為plc節省了資源。另外ed系列伺服驅動器可以通過數字輸入接口進行位置、速度、扭矩控制的功能:最多可以存儲256段包含位置、速度、加速度等控制指令的運動控制程序,可通過多達8個的數字輸入信號選擇執行不同的運動控制程序,另外ed系列伺服還具有兩個可編程設定的數字輸出反饋信號,可以通過這兩個信號去控制汽缸等外部裝置。
印花工位控制
印花工位的控制是整個控制系統的核心,分為色標電機控制和刮刀電機控制兩部分,控制要求即是在前一個色印刷完成后,本工位如何通過色標來檢查誤差,然后把這個誤差傳輸到刮刀電機,由刮刀電機來補償這個誤差,由此來實現準確的套色。
色標補償電機控制
色標補償電機的控制采用絕對定位模式和3模式來完成,在拖膜完成后,plc通過can總線發送pdo命令到色標伺服驅動器,然后色標伺服驅動器即控制誤差補償步進電機以絕對定位的方式運行到目標位置,然后自動切換成3模式返回,返回過程中檢查到色標,即停止運行,同時記錄下誤差。
刮刀電機控制
刮刀電機的控制采用絕對定位模式,刮刀長度、刮刀速度均通過can傳送給伺服驅動器。刮刀目標位置由色標補償伺服驅動器把檢測到的誤差通過can總線傳遞給刮刀伺服,然后由刮刀伺服自動計算出電機運行目標位置,這個計算過程直接由工位上的兩臺伺服完成,無需plc參與計算。刮板動作的開始與停止均通過plc發送pdo來實現。
刮板氣缸控制
刮板氣缸的啟動和停止通過plc來完成,但氣缸的狀態則由伺服驅動器自身所帶di接收,然后通過can傳送給plc。

伺服電機相關文章:伺服電機工作原理



評論