CAN總線多軸系統在絲網商標印刷機上的應用


系統要求
絲網印花機是一個由印花工位、烘干工位、拖膜工位、收料工位組成的系統,其中印花工位最為重要,如何保證每一個印花工位所印制的花色能夠準備無誤地套在前一個色上是控制系統必須實現的功能之一。印花工位1(第一道工位)處于整條生產線的最前端,在這個工位上印制第一到花色,在該工位印制第一到花色后,后面的幾個工位在印制前要確保所印制花色的位置與第一到花色位置成一定位置關系,否則就會出現錯位的現象。因第一個工位處于系統最前面,所以無需要進行誤差檢測。印花工位2/3/4/5/6/7/8(第2/3/4/5/6/7/8道工位)處于整條生產線的后端,在這幾個工位上印花前,必需確保所印制花色的位置與第一到花色的位置成一定位置關系,否則就會出現印花錯位的現象;因此在這幾個工位上有一個專門的色標檢測電眼,通過電眼來檢測前一到工位所印花色的位置,從而調整本到工位應該印制的位置,進而起到校準的作用。
方案設計
以前方案介紹
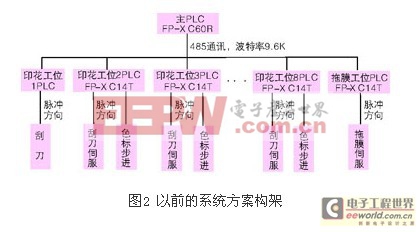
圖2為以前的系統方案構架,整套系統中plc之間采用485的通訊方式,主站plc通過485來協調下面各個工位plc之間的動作并交換各種數據,交換的數據包括報警信息、印制長度等,整套系統中所使用的plc根據工位的增加而增加。
方案特點:
通訊速度慢、響應不及時:采用485通訊方式,由于目前設備較長(8色機長度達到40m),要贏得穩定的通訊,必須使用較低的通訊速率,因此整套系統響應比較慢;
編程量大:系統中采用了多臺plc,而plc之間的數據交換必須通過編程來完成,每個plc均要進行獨立的編程操作,因此給編程、維護造成了大量的工作量;
印刷速度慢、效率低:一個工作流程中各個工位與主plc間交換數據的次數多,系統在交換數據上花費了太多時間,造成了系統效率低下,印刷速度提不上去;
升級能力不足:由于系統的印花數跟控制器有關,如果想增加新的花色還需要購買新的控制器和相關附件,因此增加了系統的改造成本;同時系統使用的主plc也屬于小型plc,如果新增工位,必然會對系統的整體性能產生較大影響,因此不利于系統的升級換代;
系統成本高:每一個工位使用單獨的plc進行控制,增加了系統成本;
接線眾多,距離長,抗干擾能力差:系列中每個印花工位都有汽缸,而這些汽缸都是統一由主plc控制,系統從生產線的頭段到最后一個汽缸之間的距離很長,導致系統接線距離長,同時成本高,而且布線不便,故障檢查繁瑣等等問題;

伺服電機相關文章:伺服電機工作原理



評論