基于多機的埋弧焊機控制系統的研究

送絲機送絲速度由給定控制的,其變化是由檢測到的電弧電壓來決定的。當電弧變長時,電弧電壓增大,送絲機速度給定變大送絲速度增大,促使弧長變短,以達到穩定弧長輸出的目的。送絲機速度調節是通過檢測送絲機速度反饋和給定信號的誤差作為控制器的輸入,控制器依據這個輸入輸出控制信號,然后控制信號通過放大以后作為送絲機的控制輸入,調節送絲機的送絲速度,最終達到較好的控制效果。
送絲系統的控制電路由80c196kc單片機系統和脈寬調制電路等組成,送絲控制系統硬件設計如圖3所示。
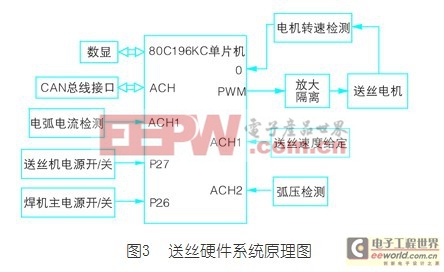
其中單片機控制系統的功能是:
(1) 把檢測到的電弧電壓、電弧電流和送絲機的送絲速度等焊接參數的模擬量進行采樣和a/d轉換。
(2) 在焊接時,對焊接參數進行匹配運算,以達到優化控制滿足工藝要求。
(3) 對焊接電流的實際值,預置值和焊接電壓的值進行數顯。
(4)pwm電路通過對電弧電流的給定值和實際值的誤差信號和其變化率進行模糊運算,然后對輸出的控制信號進行放大隔離,最終輸出滿足焊接工藝要求的送絲速度調節信號。
3 結束語
基于多機的多機系統的逆變埋弧焊系統,具有以下優點:焊接熔深大、生產效率高、焊縫質量優、勞動條件好、機械化程度高,適用于焊接中厚板結構的長焊縫,可焊接的鋼種包括碳素鋼、低合金鋼、不銹鋼、耐熱鋼及復合鋼材等,也可用于鎳基合金、銅合金焊接及耐磨耐蝕合金堆焊。

評論