基于多機的埋弧焊機控制系統的研究

1 引言
埋弧焊是焊接工藝中應用廣的工藝方法。現代企業中,如何更有效的對生產線上的埋弧焊機進行監控以及如何更好的控制焊機以達到最好的焊接效果至關重要。為了對企業的埋弧焊機進行集中的監控,通常把多臺焊機的運行參數通過傳輸到上位機,然后由上位機統一監控。單個焊機控制方面由于埋弧焊具有電流大的特點,通過恒定送絲速度調節電弧電壓的方法不能夠滿足系統控制的要求,因此埋弧焊一般采用給定恒定電流調節送絲速度的方法來控制逆變焊機達到較好的焊接效果。利用intel公司生產的80c196kc單片機,采用模糊控制方法調節系統的送絲速度,可以達到較好的焊接效果。
2 埋弧焊監控系統設計
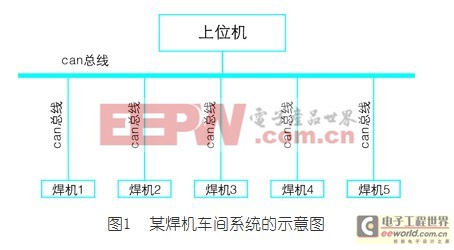
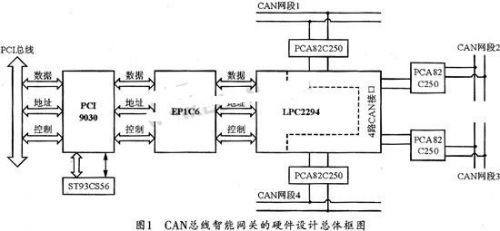
生產車間一般是多臺焊機同時作業,為了方便對每臺焊機實施實時有效的監控,本系統采用了以下設計方案。本系統采用的通信采用can總線協議,上位機通過總線和每臺焊機進行通信,接收每臺焊機發出的運行參數,以達到對每臺焊機焊接運行的電流,弧壓等參數進行監控的目的。系統示意圖如圖1所示。
2.1 監控層
監控層采用研華工控機作為監控站。該工控機作為can總線上的一個節點,通過can通訊適配卡與現場層進行通訊。通過該監控層能實現采集現場各焊機電弧弧壓、弧長、電流等參數并輸出,進行實時的狀態檢測。
2.2 現場層
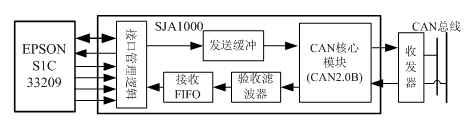
現場層主要由焊機和各檢測執行機構組成。其中焊機作為下位機通過can控制器(主控制器集成)和can驅動器組成和總線進行通信,把檢測到的電流、弧長、電壓等送到監控站,實現對現場各個部分運行情況的監控。
2.3 原理設計
埋弧焊焊機的控制系統框圖如圖2所示。本系統由送絲行走系統和電源系統兩個子系統構成,電源系統由一個產生恒流的閉環構成,送絲和小車行走系統由80c196kc單片機控制。

焊機的送絲方式分為等速送絲和變速送絲兩種,等速送絲適用于細焊絲高電流密度的焊接,粗絲低電流密度下的焊接則一般使用變速送絲的方式。焊機電源一般有恒流源和恒壓源兩種,等速送絲的方式下的電源一般使用恒壓源,變速送絲的電源一般使用恒流源。其中埋弧焊選用的主電路為恒流源。主電路包括電磁干擾濾波器、輸入整流器、電容濾波器、igbt逆變器、中頻變壓器、輸出整流器、濾波電抗器和高壓脈沖引弧,其核心部分為pwm控制的igbt逆變器。系統先把檢測到的電弧電流作為電流環的反饋信號,然后通過控制器輸出的pwm信號來控制逆變電路igbt的開關,最終達到保持閉環系統電流穩定的目的。

評論