基于S7-300PLC的紙張質量控制系統

(5)紙機車速顯示和調節
從紙機傳動部變頻器和增量式編碼器組成車速的調節系統,并把車速信號傳輸給計算機顯示,通過檢測信號和設定信號之間的偏差發出調節控制信號,保持車速穩定。
2.5os站(操作員站)的功能設計
(1) 組態設計、仿真調試、監控和控制操作。
(2) 與現場控制站連接通訊,實現系統的分散控制。
(3)完善的系統應用軟件,進行工控軟件的二次開發,提供人機監控操作界面。為保證控制系統運行穩定,在信號的采集和控制通道采用系統隔離技術,傳感器信號通過隔離器進入plc的模擬信號采集模塊,所有邏輯信號和閥門控制信號采用施奈德中間繼電器隔離,保證控制系統與現場儀表的完全隔離。該控制系統所有的壓力、流量、液位、濃度、溫度等信號以動態的形式在計算機上顯示。系統的各個控制參數、工藝參數及生成的數據庫自動的存貯在計算機中,便于實時查詢。
3系統控制策略
紙張生產過程中,定量和灰分的調節是一個大時滯、大慣性、強耦合、非線性的復雜控制過程。傳統的pid很難對其進行有效的控制。本系統利用智能控制策略結合pid控制很好的解決了紙張定量和水分的控制。
3.1系統功能
系統具有定量和水分的測量及控制,橫向定量曲線的輸出,絕干漿流量控制。plc根據定量水分的設定值和檢測值之間的偏差,按一定的控制規律發出控制信號,分別調節定量閥的開度和和烘缸蒸汽壓力的大小,保持定量水分的穩定。
(1)調漿箱上漿濃度的自動檢測和控制,克服了中濃漿濃度的變化對紙張定量的影響。
(2)烘干部烘缸汽壓的自動檢測和調整,克服了外來汽壓的波動對紙張水分的影響。
(3)crt顯示紙張定量水分的工況數據歷史記錄。根據紙張定量水分的設定值和測量值之間的差值,控制漿流閥的大小和及蒸汽壓力閥的動作,保正產出高質量的紙張。
(4)根據工藝,通過電腦鍵盤設定控制參數和設定值。
(5) 系統操作規范有手動和自動兩種方式,可根據需要自動切換。
3.2 控制算法
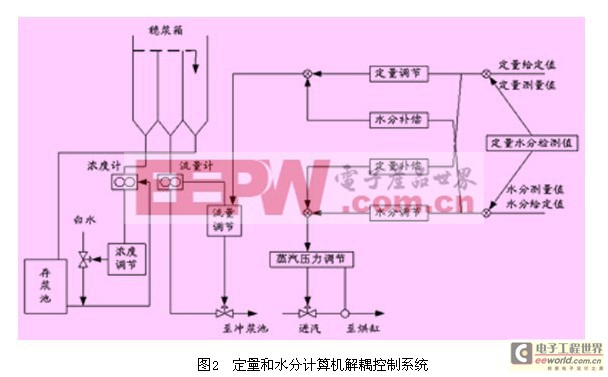
紙張定量的控制特性表現為滯后時間長、時間常數較短、測量值離散度較大。紙張水分的特性表現為時間常數大、易受干擾。在紙張生產過程中定量水分的控制存在著強耦合特性,因此要想達到理想的控制效果,就必須對定量水分的控制回路進行解耦,把紙張定量水分的控制回路分離開消除它們之間的相互影響。控制方案如圖2所示。控制軟件包括:縱向定量水分控制軟件,絕干漿控制軟件,烘缸控制軟件。
3.3 軟件設計
(1) 設計平臺:控制系統在windows xp環境下運行,編程軟件為stpe7v5.4,組態軟件用wincc。為方便操作人員操作,所有微機操作都是用鼠標,畫面切換、各參數設定都采用鼠標點擊畫面上的按鈕來實現,所有的操作界面都使用漢語。畫面直觀、易懂、操作方便。系統用profibus總線與下位s7-300plc進行數據通訊,下位s7-300通過cp340通訊模塊與上位機進行數據交換,使系統的軟件和硬件組成一個完整的系統,保證系統高效穩定運行。(2)人機界面:操作站上的人機界面有以下畫面組成。
各參數(紙張定量、水分、厚度、灰分等)信號橫向顯示,設5s畫面更新一次;
各參數(定量、水分、厚度、車速、流量、濃度、壓力閥門開度等)歷史趨勢記錄,設2秒鐘更新周期。
實時、動態、直觀的顯示各控制點的工藝流程。
報警畫面:操作員用鼠標點擊報警按鈕,就會切換到報警畫面,操作員可直觀的看到報警信號的工位號、報警類型、注釋、報警時間和當前值(實時更新),點擊報警項就會切換到報警工號對應的操作界面,操作員可進行相應的修改。所有的報警可通過復位按鈕進行復位。
歷史報告畫面:可以查詢操作人員的操作記錄和操作的詳細時間,包括程控系統的啟停、各參修改前和修改后的值等控制參數和工況參數設定界面。可存貯1年的歷史數據庫。
4結束語
目前國內紙張質量控制系統通過進口國外關鍵設備結合國內的技術和裝置可以達到國外成套設備的控制精度與控制效率。從而開創了一種性能/價格比極高的qcs模式。

陀螺儀相關文章:陀螺儀原理
隔離器相關文章:隔離器原理 電流變送器相關文章:電流變送器原理 行程開關相關文章:行程開關原理 熱式質量流量計相關文章:熱式質量流量計原理 流量計相關文章:流量計原理






評論