基于數(shù)控技術(shù)的延伸外擺線錐齒輪銑齒機(jī)改造

2.2 進(jìn)給伺服系統(tǒng)
在數(shù)控機(jī)床上通常按不同的要求選用反應(yīng)式步進(jìn)電動(dòng)機(jī)、混合式步進(jìn)電動(dòng)機(jī)、直流伺服電動(dòng)機(jī)或交流伺服電動(dòng)機(jī)。
2.3 檢測元件
檢測元件的作用是檢測位移和速度的實(shí)際值,并向數(shù)控裝置或伺服裝置發(fā)送反饋信號(hào),從而構(gòu)成閉環(huán)控制。如光電編碼器、光柵尺等。
2.4 機(jī)械傳動(dòng)部件
2.5 直線滾動(dòng)導(dǎo)執(zhí)副
直線滾動(dòng)導(dǎo)軌副可使機(jī)床的零部件(如床鞍)執(zhí)行往復(fù)直線運(yùn)動(dòng)。
3 機(jī)床數(shù)控化改造設(shè)計(jì)思路
3.1 機(jī)床數(shù)控化改造原理
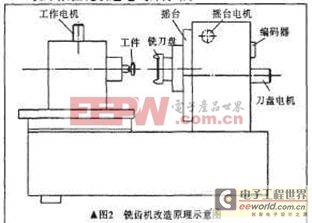
機(jī)床數(shù)控化改造設(shè)計(jì)思路分析:由式(16)知,當(dāng)機(jī)床工作時(shí),如果我們用編碼器來跟蹤機(jī)床中銑刀盤旋轉(zhuǎn)切削運(yùn)動(dòng),那么銑刀盤旋轉(zhuǎn)切削運(yùn)動(dòng)、工件(輪坯)旋轉(zhuǎn)分齒運(yùn)動(dòng)和搖臺(tái)相對(duì)于工件的展成運(yùn)動(dòng)三者之間的關(guān)系與數(shù)控車床加工螺紋時(shí)相當(dāng),因此可以嘗試用車床數(shù)控系統(tǒng)對(duì)銑齒機(jī)進(jìn)行數(shù)控化改造,機(jī)床數(shù)控化改造原理示意見圖2所示。
3. 2 機(jī)床數(shù)控化改造主要零部件參數(shù)(見表1)
表1 主要零部件參數(shù)

注:床位的移動(dòng)方式不變
3. 3 主要傳動(dòng)參數(shù)關(guān)系式推導(dǎo)
根據(jù)式(7)和式(14),結(jié)合機(jī)床切齒過程,當(dāng)加工左旋齒輪時(shí),搖臺(tái)轉(zhuǎn)動(dòng)(Wh)方向與冠輪轉(zhuǎn)動(dòng)(WP)方向相反,故么ΔWp<0,ΔWh>0由式(16)得:
設(shè)此時(shí)銑齒機(jī)的切齒過程相當(dāng)于螺距為P1的螺紋切削過程,于是:
(z1為左旋齒輪齒數(shù),系數(shù)60與電機(jī)步距角等零部件的參數(shù)有關(guān),通過計(jì)算得到)。
同理,當(dāng)加工右旋齒輪(記齒數(shù)為歷Zz時(shí),同樣Wn>0,又設(shè)此時(shí)銑齒機(jī)的切齒過程相當(dāng)于螺距為P2的螺紋切削過程,可得:
公式(18)和(20)的推導(dǎo),進(jìn)一步表明了機(jī)床中銑刀盤旋轉(zhuǎn)切削運(yùn)動(dòng)、工件(輪坯)的旋轉(zhuǎn)分齒運(yùn)動(dòng)和搖臺(tái)相對(duì)于工件的展成運(yùn)動(dòng)三者之間的運(yùn)動(dòng)關(guān)系與螺紋切削相當(dāng),亦即數(shù)控銑齒機(jī)的切齒過程“就是”螺紋切削過程。

評(píng)論