基于AFDX05的開放式五軸五聯動數控系統的應用

三、G代碼五軸聯動運動控制器的軟件系統
3.1 支持的G代碼
G代碼 分組 功能
*G00 1 定位(快速移動)
*G01 1 直線插補(進給速度)
G02 1 順時針圓弧插補
G03 1 逆時針圓弧插補
G04 0 暫停,精確停止
*G17 2 選擇X平面
G18 2 選擇Z平面
G19 2 選擇Y平面
G27 0 返回并檢查參考點
G28 0 返回參考點
G29 0 從參考點返回
G30 0 返回第二參考點
*G40 7 取消刀具半徑補償
G41 7 左側刀具半徑補償
G42 7 右側刀具半徑補償
G43 8 刀具長度補償+
G44 8 刀具長度補償-
*G49 8 取消刀具長度補償
G52 0 設置局部坐標系
G53 0 選擇機床坐標系
*G54 14 選用1號工件坐標系
G55 14 選用2號工件坐標系
G56 14 選用3號工件坐標系
G57 14 選用4號工件坐標系
G58 14 選用5號工件坐標系
G59 14 選用6號工件坐標系
G60 0 單一方向定位
*G64 15 切削方式
G65 0 宏程序調用
G66 12 模態宏程序調用
*G67 12 模態宏程序調用取消
*G90 3 絕對值指令方式
*G91 3 增量值指令方式
G92 0 工件零點設定
*G98 10 固定循環返回初始點
G99 10 固定循環返回R點
3.2 支持的M代碼
M代碼 功能
M00 程序停止
M01 條件程序停止
M02 程序結束
M03 主軸正轉
M04 主軸反轉
M05 主軸停止
M06 刀具交換
M08 冷卻開
M09 冷卻關
M18 主軸定向解除
M19 主軸定向
M30 程序結束并返回程序頭
M50 備用輸出1開
M51 備用輸出1關
M52 備用輸出2開
M53 備用輸出2開
M54 備用輸出3開
M55 備用輸出3開
M56 備用輸出4開
M57 備用輸出4開
… …
M98 調用子程序
M99 子程序結束返回/重復執行
3.3 宏指令編程
變量號 變量類型功能
#0 “空”這個變量總是空的,不能賦值。
#1~#33地方變量 地方變量只能在宏中使用,以保持操作的結果,關閉電源時,
地方變量被初始化成“空”。宏調用時,自變量分配給地方變量。
#100~#149
#500~#531公共變量 公共變量可在不同的宏程序間共享。關閉電源時變量
#100~#149被初始化成“空”,而變量#500~#531保持數據。公共變量#150~#199和#532~#999可以選用,但是當
這些變量被使用時,紙帶長度減少了8.5米。
#1000~ 系統變量 系統變量用于讀寫各種NC數據項,如當前位置、刀具補償值
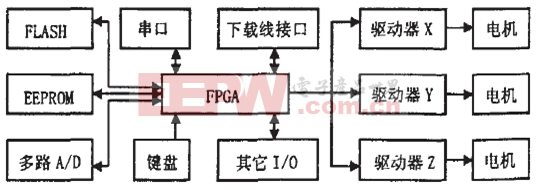
#2000~#2059 IO輸入 60路光耦隔離輸入信號
四、三軸銑床數控數控系統開發實例
4.1 參數初始化。
以下參數,五個軸,每個軸的都有。
參數名稱 參數設置參數單位
脈沖當量P01=XXX.XXXXXX毫米
G00指令速度P02=XXXX毫米/分鐘
G01指令速度P03=XXXX毫米/分鐘
G02指令速度P04=XXXX毫米/分鐘
G03指令速度P05=XXXX毫米/分鐘
起始速度 P06=XXXX毫米/分鐘
加速時間 P07=XXXX 毫秒
正向軟限位P08=XXXX 毫米
負向軟限位P09=XXXX 毫米
反向間隙補償 P10=XXXX毫米
回零速度 P11=XXXX 毫米/分鐘
手動速度 P12=XXXX 毫米/分鐘
最大進給速度 P13=XXXX 毫米/分鐘
系統總刀數P14=XX
M代碼等待時間 P15=XXXX毫秒
回參考點坐標 P16=XXX.XXXXXX毫米
主軸編碼器線數 P17=XXXX (/R)
歸零方向 P18=X
換刀基準位P19=XXX.XXXXXX 毫米
換刀安全高度P20=XXX.XXXXXX 毫米
換刀間隔 P21=XXX.XXXXXX 毫米
換刀速度 P22=XXX.XXXXXX 毫米/分鐘
最大行程 P23=XXX.XXXXXX 毫米
設置工件坐標系 P25=XXX.XXXXXX 毫米
4.2 發送G代碼,控制機床工作。如:
G54
M03 X8
G0 G90 G17
G28
G00X-2.046Y59.111Z10.000
Z4.000
G01Z-1.000F300
G17
G02X1.245Y54.864I-54.422J-45.566K0.000F800
X2.203Y53.318I-15.407J-10.613K0.000
G00Z10.000
G91 G28 M09
五、小結
基于該開放式五軸五聯動數控系統平臺做開發,只需要將G代碼傳送到這個平臺,可以快速開發出一套基于國際標準G代碼加工的專用數控系統。應用開發工程師在完全不需要了解硬件的情況下,集中精力做好特定的行業專用數控系統。降低數控系統的開發成本,促進數控機床的普及應用。







評論