應(yīng)用Minitab進行測量系統(tǒng)分析

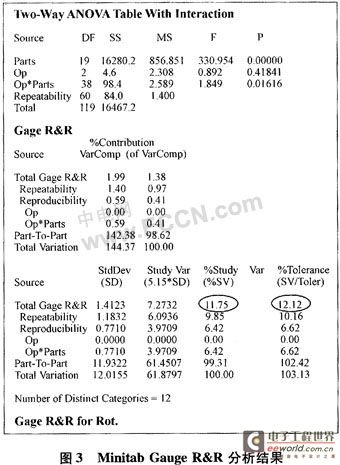 |
從以上的分析數(shù)據(jù)可以看出,RP/TV為11.75%,RP/T為12.12%,考慮到生產(chǎn)的實際情況和成本,可以認為該測量系統(tǒng)是可以接受的。
Minitab同時給出了如圖4所示的圖形分析結(jié)果。
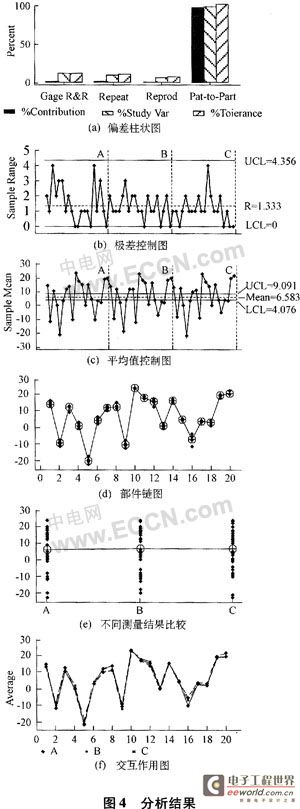 |
圖4(a)是偏差柱狀圖,結(jié)合表7中的數(shù)據(jù)表明來自測量系統(tǒng)的波動并不大,可以接受。圖4(b)是極差控制圖,所有測量值的極差值均應(yīng)落在極差圖的控制限內(nèi),極差圖代表了測量結(jié)果的重復(fù)性,該圖表明,3名測量者進行試驗的方式是一致的。圖4(c)是平均值控制圖,該圖上下控制限規(guī)定了測量系統(tǒng)本身引起的測量變差范圍,若測量均值全部落在控制限以內(nèi),則說明測量過程的所有變差都被測量系統(tǒng)變差掩蓋了,只有顯示出一半或更多的均值落在控制限以外這種圖形,才說明該測量系統(tǒng)可以充分探測零件之間的變差,才能提供對生產(chǎn)過程分析的有用信息,實現(xiàn)對過程的有效控制,這與通常使用控制圖的想法有所不同。本例中表明該測量系統(tǒng)的零件之間的變差探測性良好。圖4(d)是部件鏈圖,從圖中可以看出部件之間的差異。圖4(e)是不同觀測者測量結(jié)果之間的比較,在一定意義上能夠代表再現(xiàn)性,本例中的再現(xiàn)性良好。圖4(f)是零部件和觀測者之間的交互作用圖,該圖越不平行,越代表交互作用強,本例中的交互作用很小。
3 結(jié)束語
Minitab是一種數(shù)據(jù)統(tǒng)計分析的專業(yè)軟件,世界上實行6sigma管理的企業(yè)幾乎均使用該軟件。Minitab強大的統(tǒng)計分析功能使得復(fù)雜的統(tǒng)計計算變的簡單明了,也必將改變數(shù)據(jù)分析在質(zhì)量改進活動中的可操作性,進而能夠更加有效地提高質(zhì)量管理水平。

評論