應用Minitab進行測量系統(tǒng)分析

這3種選擇均系針對計量型(連續(xù)型)數據而占。
在后文例中所選擇的Gage R&R(Crossed)中,Minitab提供了Xbar and R和ANOVA這2種分析方法,當進行實際分析時可二選其一。其中前者將總體偏差分解為零件與零件之間(Part_to_part)的偏差、重復性及再現性3種,后者則進一步將再現性分化為操作者偏差及操作者與被測工件之間的交互偏差,一般建議采用ANOVA法進行計量型數據的非破壞性測試的測量系統(tǒng)分析,不推薦使用Xbar and R方法。
例 旋轉度測量系統(tǒng)分析
電子槍每個班次都要對旋轉度測量儀進行校準,確保測量設備的穩(wěn)定可靠。校準使用兩個標準模塊,先使第1模塊調整值為0,然后再使用第2個模塊,其校準值若在(-21±2)rad范圍內即認為測量過程穩(wěn)定。表1為收集的2周校準數據。
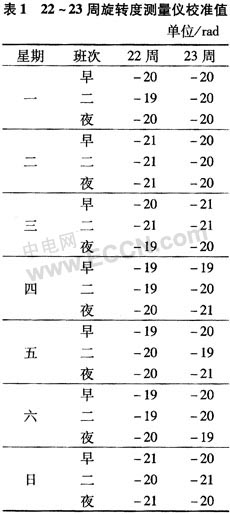 |
從數據可看出,儀器校準均正常。線性度經校準部門的驗證亦良好。旋轉度公差是(-30±30)rad,儀器最小讀數為1,分辨力為60°所以,該測量系統(tǒng)具有足夠的分辨力、線性性和穩(wěn)定性,完全可以進行測量系統(tǒng)分析。
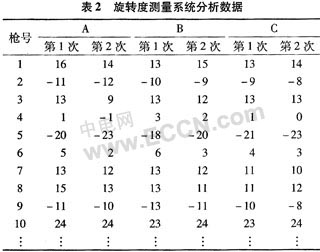
為了評定旋轉度測量的R&R,選了3位操作者,分別記為A、B、c,又隨機選了20個電子槍,分別編號為1~20號,每位操作者用旋轉度測量儀對每個電子槍重復測量2次,測量時他們并不知道所測樣本的編號。測量結果如表2所示(為節(jié)省篇幅,僅列出1~10號的數據。下同)。
 |
在Minitab軟件中,需要對表中的數據重新處理,將數據輸入在3列上:C1為操作者編號,C2為零件編號,C3為測量數據,見表3。
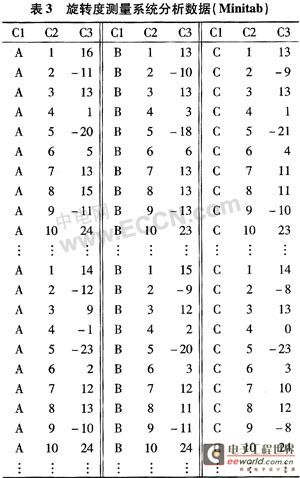 |
從Minitab的Stat→Quality Tools→Gauge R&R (Crossed)…→入口進入,分別選擇Part numbers、Op-erators、Measurement Data所在的列,并選擇ANOVA分析法,在Option的Study Variation(number of standarddeviations)中輸入5.15,在Process Tolerances中輸入60,然后點擊Ok,經過運算,即可得到如圖3所示的分析結果。

評論