造紙廠PLC控制系統的冗余配置與應用

3.1 系統配置
除了西門子PLC冗余系統,在造紙廠控制系統考慮可靠性、安全性、兼容性的因素情況下,PLC還可以選用施耐德公司QuantumUnity系列產品。由圖6可知該造紙系統由光纜、工業交換機、冗余PLC構成100M以太冗余環網,冗余PLC系統對流送系統、水系統、蒸汽冷凝系統、損紙系統等進行控制,交換機選用TP-TX/TX系列499NES07100,集線器選用3TP/2FL系列499NEH00410。
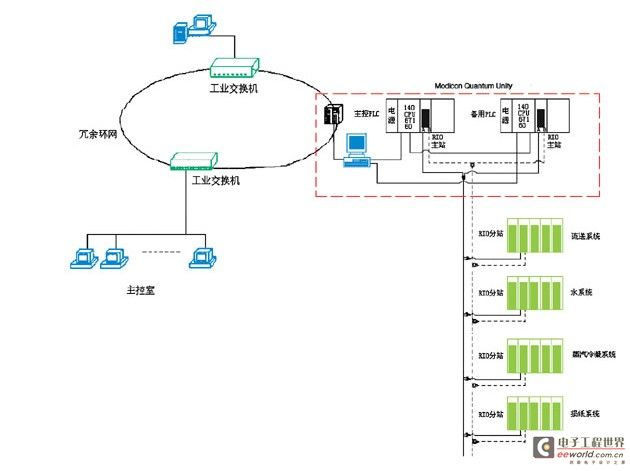
圖6系統配置
3.2 系統軟件配置及功能
3.2.1冗余系統的切換
造紙控制系統采用的是冗余PLC系統,其切換功能包括:當主控PLC發生故障時,自動將數據流、程序邏輯切換到冗余備用PLC;當系統啟動時,自動決定PLC的主/備狀態;當主控PLC從故障中恢復后,自動解決PLC間的狀態沖突。
為了確保在實際運行的冗余切換問題,必須對冗余CPU切換進行測試,包括兩種:
一種是利用CPU控制器前面板鍵盤熱備子菜單進行切換:
(1)鍵盤切換
① 操作主控制器鍵盤;
② 進入PLC操作菜單;
③ 進入熱備子菜單;
④ 進入熱備模式;
⑤ 將運行狀態改為離線狀態;(注意:確保備用控制器切換為主控制器)
⑥ 將離線狀態改為運行狀態。(注意:確保液晶顯示屏顯示“運行備用”)
另外一種是利用命令寄存器系統位%SW60.1或%SW60.2進行切換在切換過程中,必須觀察切換對I/O模塊的影響:
(2)寄存器切換
① 連接主控制器;
② 觀察主控制器的順序是A還是B(注意:用以下基中一個辦法來進行觀察);
主控制器前面板鍵盤(PLC操作/熱備/熱備順序)
Unity Pro狀態對話械(當在線連接時參考Unity Pro窗口底部)
③ 存取命令寄存器系統位;
%SW60.1(如果連接的主控制器順序是A)
%SW60.2(如果連接的主控制器順序是B)
④ 將位設備為0(注意:確認備用控制器已切換為主控制器);
⑤ 連接新的主控制器。
⑥ 存取命令寄存器系統位。選擇與步驟3中相同的位;
⑦ 將位設置為1(注意:確保備用控制器顯示“運行備用控制器”);
⑧ 確保主控制器和備用控制器片于“運行主控制器”模式和“運行備用控制器”模式。
3.2.2冗余系統的數據處理
在造紙系統冗余PLC系統運行中,在主控PLC和備用PLC之間自動同步實時數據(如圖7所示);主控PLC發生故障時,自動將數據流切換到備用PLC,并將所有故障和切換信息記錄到備用PLC。這種實時更新以掃描周期為基準,在每一個掃描周期后,主控PLC都會向備用PLC發送以下信息:定位變量、所有非定位變量、所有DFB和EFB類型實例、SFC變量區、系統位與字。
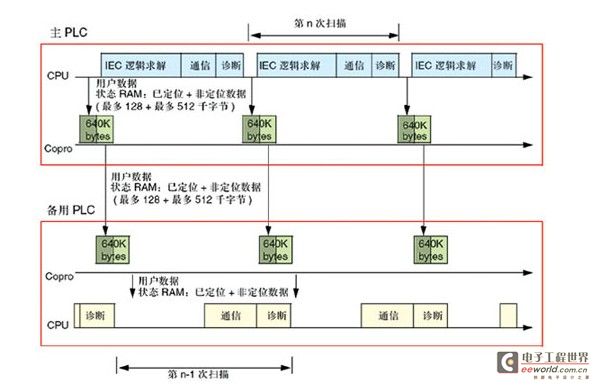
圖7冗余系統數據處理
4結束語
PLC系統在造紙廠生產過程和傳動控制中的冗余設計選型和應用需要按照以下原則進行:
(1)按過程控制系統的控制規模和復雜程度
控制規模越大、復雜程度越高,則優先選擇冗余系統和高速CPU系統,因為它能保證安全可靠性,并能對大量的模擬量數據信息進行實時處理、分析和運算,能完成各種復雜、繁瑣的調節控制計算。
(2)按投資規模和項目經濟效益合理選擇
在一些中小型造紙廠項目中,投資規模較小,則應優先選用相對低廉、性價比好的中型PLC,包括國產中型PLC,因為目前的國產PLC也開始有了冗余系統。
(3)考慮到系統連續性、兼容性及通訊指標
如原造紙廠項目已有PLC控制系統,要考慮到系統的連續性和兼容性。因為這些PLC廠家能在很多方面做到兼容性,并確保程序的順利轉換和冗余控制。
(4)考慮到系統生產廠家的技術服務性
由于在造紙工業設備中,各PLC廠家的產品結構、銷售策略、市場占有方向各不相同,合并或兼并后,將會對最終用戶產生大的影響,因此在選擇時必須周全考慮。如選擇有造紙背景的PLC廠商、選擇與原DCS系統一致的PLC廠商等。

評論