造紙廠PLC控制系統的冗余配置與應用

中小型紙機的PLC自動化冗余控制系統可以實現以下功能:
① 上漿流送系統;
② 損紙系統;
③ 化學品系統;
④ 水系統;
⑤ 蒸汽冷凝系統;
⑥ 倉儲系統;
⑦ 傳動控制系統等。
(2) 硬件組態
先在“Hw Conifg”中分別下裝硬件,然后打開“Netpro”,建立同步聯接。
再分別向兩個CPU下裝。

(3) 軟件編程
為了使系統在DP從站故障時不會造成CPU停機,除了OB86外還需使用以下組織塊。
OB80 主—從切換時循環時間超出;
OB82 冗余備份DP從站上的某一模件的診斷報警;
OB83 DP從站接口上的模件連接中斷/重新連接報警;
OB85 當DP從站接口故障時運行出錯;
OB87 通訊故障;
OB122外設訪問出錯。
輸出地址連續,不包括CP和FM模件。
每個DP從站最大輸出范圍32個字節。
2.3 S7-400系統配置
對于高速中大紙機,為保證高度的可靠性和穩定性必須采用高速度、大容量的冗余控制器,如西門子S7-400H。圖5為典型的冗余系統網絡結構圖。它通過以太網絡將上位計算機系統和現場控制點緊密的結合為一個整體,構成一個完整的系統。在這樣高速傳輸網絡上,可以很方便的利用PLC系統所特有的功能,實現對整個造紙控制系統的集散控制和傳動控制功能。
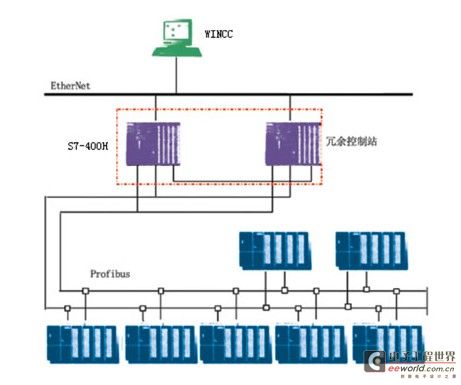
圖5系統網絡結構圖
本系統是基于西門子全集成自動化概念的系統,同時采用上位機WINCC作為操作和監控的人機界面,其冗余功能包括:
(1)控制器冗余,可以實現雙控制器冗余切換功能,S7-400H CPU之間用光纖連接,實時保持在線備份,當主CPU出現故障時,另外一個CPU在線自動接替主CPU進行工作,切換時間為毫秒級;
(2)通訊冗余,ProfiBus-DP網采用兩個分別獨立的網絡結構,組成ET200M I/O站冗余通訊,實現與雙控制器的冗余通訊;
(3)電源冗余,10A直流電源冗余配置,用于CPU和模塊供電。
S7-400H的冗余控制系統在造紙廠應用中可以采用客戶/服務器的結構,以集中的、從上到下的組態方式實現造紙控制系統的友好人機界面。它具有開放的結構,可以同管理級進行通訊,也可以同現場總線技術融為一體。
3施耐德PLC控制系統的冗余配置

評論