造紙廠PLC控制系統的冗余配置與應用

造紙廠PLC控制系統主要用于集散控制和傳動控制,如下圖1所示。集散控制主要包括制漿流程、造紙流程和倉儲流程;傳動控制則以造紙機的分部傳動為主。
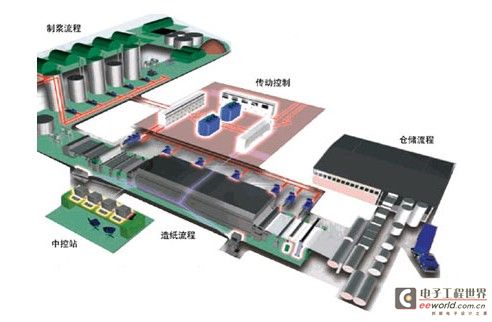
圖1造紙PLC控制系統所針對的主要生產工藝
在造紙生產工藝的控制要求中,需要做到以下三點:
(1)造紙設備在啟停和運行過程中發生危機設備和人身安全的故障時,需要自動采取保護和聯鎖,防止事故的產生和避免事故擴大,從而保證正常啟停和安全運行;
(2)通過對造紙設備工作狀態和運行參數的嚴密監視,發生異常時,即時發出報警信號,必要時自動啟動或者切除某些設備或者系統,維持原負荷運行或減負荷運行直至安全退出運行;
(3)造紙自動化的集散控制要求更快的速度、更有效控制與監測、更高的數據處理能力和抗風險能力,以及更高的集成能力。在這種情況下,僅靠提高控制系統硬件的可靠性來滿足上述要求是遠遠不夠的,因為PLC本身可靠性的提高是有一定的限度,使用冗余系統才能夠比較有效地解決設備安全問題,才能保障整個系統的安全與效率。
在冗余控制系統中,整個PLC控制系統(或系統中最重要的部分,如CPU模塊)由兩套完全相同的系統組成。兩塊CPU模塊使用相同的用戶程序并行工作,其中一塊是主CPU,另一塊是備用CPU;主CPU工作,而備用CPU的輸出是被禁止的,當主CPU發生故障時,備用CPU自動投入運行。
本文將主要討論造紙廠PLC系統的冗余配置和應用。
2西門子PLC控制系統的冗余配置
2.1 冗余原理配置
造紙廠的西門子冗余系統由A和B兩套PLC控制系統組成。開始時,A系統為主,B系統為備用,當主系統A中的任何一個組件出錯,控制任務會自動切換到備用系統B當中執行。這時,B系統為主,A系統為備用,這種切換過程是包括電源、CPU、通訊電纜和IM153接口模塊的整體切換。系統運行過程中,即使沒有任何組件出錯,操作人員也可以通過設定控制字,實現手動的主備系統切換,這種手動切換過程,對于控制系統的軟硬件調整、更換、擴容非常有用。圖2為西門子冗余結構示意。

圖2西門子PLC冗余結構示意
根據保護系統所需的輸入輸出點數、節點容量、系統功能等要求,可以使用兩個西門子S7-300或者S7-400做冗余CPU。特別應當注意的是冗余系統應當使用有源總線模板的導軌及有源總線模板。其中冗余系統中主備系統的切換時間按照以下公式計算:主備系統的切換時間=故障診斷檢測時間+同步數據傳輸時間+DP從站切換時間。
如果CPU的故障是停機或斷電,則故障診斷為大約100~1000毫秒,如315~2DP同步1000字節的數據所需的時間大約為200~300ms,8個DP從站的切換時間在100ms左右。
無論控制程序循環掃描到哪里,當前激活的系統(即主系統)隨時都會接收并處理報警,這樣,在主系統A與備用系統B進行切換過程中產生的報警存在被丟失的可能。在冗余系統進行工作時,A、B控制系統(處理器,通訊、I/O)獨立運行,由主系統的PLC掌握對從站中的I/O控制權。A、B系統中的PLC程序由非冗余(non-duplicated)用戶程序段和冗余(redundant backup)用戶程序段組成,主系統PLC執行全部的用戶程序,備用系統PLC只執行非冗余用戶程序段,而跳過冗余用戶程序段。
2.2 S7-300冗余程序的設計
(1)系統配置
中小紙機的控制系統可以采用S7-300冗余配置,如2640/320低定量涂布造紙機。它是由兩套S7-300系統組成,實現主機冗余和通訊冗余,兩套CPU315互為熱備,當系統正常時一個工作、另外一個處于備投狀態,兩個CPU315中的數據保持一致;當運行中的CPU315出現故障時,另外一個CPU315自動投入運行,確保系統的正常運行。
系統采用多個分布式輸入輸出I/O站ET200M,每個ET200M上有兩個網絡結構模塊IM153-2,通過ProfiBus-DP總線與CPU連接。上位監控采用CP5613通訊卡與S7-300連接。圖3為PLC系統原理。
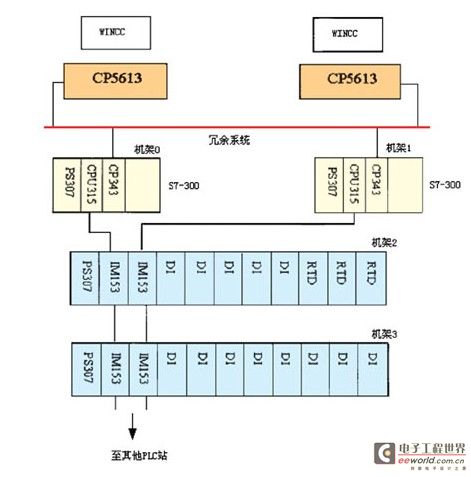
圖3PLC系統原理
圖3中,造紙機的自動化控制系統能夠實現:主機架電源、背板總線等冗余;PLC處理器冗余;PROFIBUS現場總線網絡冗余(包括通訊接口、總線接頭、總線電纜的冗余);ET200M站的通訊接口模塊IM153-2冗余。

評論