用于印染前處理的淡堿濃度測量控制系統(tǒng)

織物的前處理質(zhì)量直接影響后道工序(染色、印花、后整理等)的產(chǎn)品質(zhì)量[1]。歐美一些國家、日本的印染技術(shù)位于世界前列,例如歐洲的布魯格曼(Brugman)和日本的東海染工。經(jīng)過多年的發(fā)展,國產(chǎn)染整裝備在“硬件”上和進(jìn)口裝備的差距正在逐步縮小,基本能夠滿足生產(chǎn)的需要,其差距主要表現(xiàn)在“軟件”上。進(jìn)口裝備的自動化程度很高,工藝參數(shù)一般都能實(shí)現(xiàn)在線自動監(jiān)控,工藝穩(wěn)定、重現(xiàn)性好,生產(chǎn)用工少,加工質(zhì)量有保證。隨著市場需求的變化和競爭的加劇,對加工質(zhì)量要求越來越高,量少但重復(fù)需求的訂單越來越多,對工藝參數(shù)的精準(zhǔn)控制和工藝重現(xiàn)要求越來越迫切[2]。因此,自動在線測控系統(tǒng)能精確測量并穩(wěn)定控制淡堿溶液濃度,對滿足工藝要求、保證加工質(zhì)量具有重要意義。由西安德高印染自動化工程有限公司開發(fā)的用于印染前處理的淡堿濃度測量控制系統(tǒng)采用了一種非接觸式電導(dǎo)率傳感器測量堿液的濃度,實(shí)現(xiàn)了對淡堿溶液濃度測量與控制的自動化[3]。
1 系統(tǒng)設(shè)計
1.1 系統(tǒng)整體結(jié)構(gòu)
系統(tǒng)由插入式電磁濃度傳感器、控制器、通信接口、各電源模塊、電動調(diào)節(jié)閥、開關(guān)電磁閥、流體管路等組成。
1.2 系統(tǒng)工作過程
系統(tǒng)結(jié)構(gòu)如圖1所示,YH1pYH2、YH3、YH4是手動閥,系統(tǒng)工作在自動調(diào)節(jié)狀態(tài)之前時,應(yīng)先打開YH1和YH3,并關(guān)閉YH2和YH4。自動調(diào)節(jié)時,電磁閥YV處于常開狀態(tài);電控柜內(nèi)的控制器根據(jù)初始設(shè)定濃度值和軋堿槽中的傳感器測量得到的溶液實(shí)際濃度值的誤差,通過PID運(yùn)算,輸出4 mA~20 mA電流,以控制電動調(diào)節(jié)閥門YM的開度,補(bǔ)充堿液的流量,從而達(dá)到控制軋堿槽中溶液濃度的目的。停機(jī)時,電磁閥YV處于常閉狀態(tài),切斷濃堿管路。系統(tǒng)工作在手動調(diào)節(jié)狀態(tài)時,應(yīng)先關(guān)閉YH1pYH3,通過手動調(diào)節(jié)YH2、YH4控制軋堿槽中堿液的濃度。
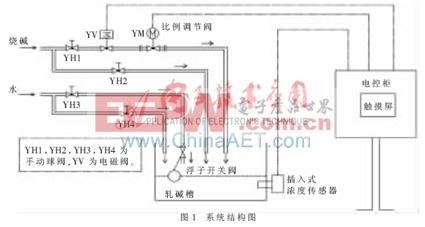
浮子開關(guān)閥的作用是維持軋堿槽的液面穩(wěn)定在一定高度,當(dāng)?shù)陀谶@個高度時,浮子開關(guān)閥打開,開始加水,軋堿槽的液面會逐漸升高;到達(dá)一定高度后,浮子開關(guān)閥關(guān)閉,停止加水。










評論