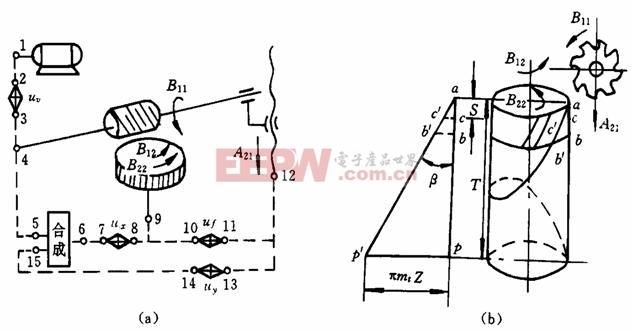
如何確定圓柱齒輪加工的齒厚

2)計算固定弦齒高:

(8)M值(量球跨距)和R值(球底半徑值)計算。
1)量棒(球)中心壓力角漸開線函數:

2)球心壓力角弧度初值(按經驗公式):

3)球心壓力角角度值(按經驗公式):

4) 值(球心距):
值(球心距):

5)R值(球底)奇偶齒同:

6)偶數齒M值:

7)奇數齒M值:

8)計算反漸開線函數方法二:當求出測量量球中心壓力角漸開線函數后,用牛頓迭代公式: 其中
其中 推導出:
推導出:
 ,用Excel編制一個小程序將計算出的值代入
,用Excel編制一個小程序將計算出的值代入 ,可以得到更為精確的球心壓力角的角度值。
,可以得到更為精確的球心壓力角的角度值。
求反漸開線函數的方法在齒厚計算程序中是比較關鍵的一步,有興趣的朋友不妨自己編制一個程序來驗算。
三、計算工藝要求的R值
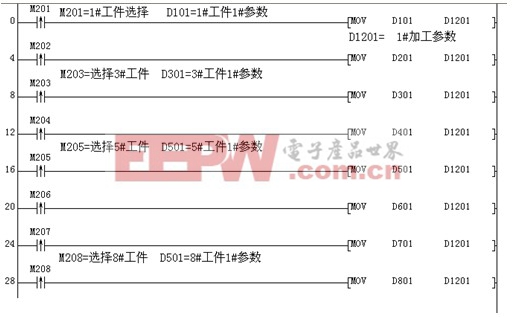
以上計算出的均為產品圖要求的齒厚對應值,在自編的Excel程序中分別輸入通過實驗所得的熱處理變形量平均值和留剃量,就可以得到我們需要的滾齒和剃齒工藝要求的R值了。齒厚計算原程序略。由齒厚計算程序可確定MA5檔主動齒輪齒厚工藝控制范圍,如表2所示。

四、結論
以上齒厚檢測方式均是以基圓(或分度圓)弧齒厚為基礎,每種方式中通過數學變換,均可得到包含基圓(或分度圓)弧齒厚的計算公式。在現生產過程中,我們回經常遇到增加的變形產品,如450系列和650系列,變速器的齒輪速比常隨著市場需求不斷增加,新增近十余種齒輪需要新編制生產準備 及加工工藝卡,用該程序進行計算,可以快速準確地確定滾、剃、插齒輪齒厚的加工參數,大大提高工作效率。




評論