全數(shù)字智能鉗型吊電氣控制系統(tǒng)的設(shè)計(jì)方法

引言:現(xiàn)在國(guó)內(nèi)一些大型鋼廠使用鉗型吊在均熱爐上方吊裝冷熱鋼坯,溫度高、金屬粉塵多、負(fù)載重、震動(dòng)大,因而對(duì)電控設(shè)備的要求高。我國(guó)現(xiàn)有的鉗型吊一般采用的是直流滑道串電阻調(diào)速,雖控制電路比較簡(jiǎn)單,但是切換電阻由于高度頻繁的切換使開關(guān)故障率高,能耗大,且速度調(diào)節(jié)非平滑,運(yùn)行不穩(wěn)定。上世紀(jì)90年代諸多廠家曾采用直接可控硅控制對(duì)鉗型吊進(jìn)行過技術(shù)改造,但均因?yàn)楝F(xiàn)場(chǎng)環(huán)境惡劣而達(dá)不到理想的效果。在對(duì)鉗型吊的設(shè)備進(jìn)行了深入的研究的基礎(chǔ)上,我們對(duì)鉗型吊的的電氣設(shè)備進(jìn)行了全數(shù)字智能控制改造試驗(yàn),運(yùn)行到目前為止達(dá)到了預(yù)期的目的。該技術(shù)對(duì)鉗型吊的全部改造是切實(shí)可行的,通過對(duì)全國(guó)各大鋼鐵企業(yè)的調(diào)查,該技術(shù)在全國(guó)是首創(chuàng),處于國(guó)內(nèi)領(lǐng)先水平。
本文引用地址:http://www.104case.com/article/190912.htm一、鉗型吊全數(shù)字改造方案
1、總體規(guī)劃
舞陽鋼鐵公司軋鋼廠鉗型吊原為6KV/170V通過固定整流成220V直流,引上滑道,再送往鉗型吊控制柜。各機(jī)構(gòu)通過串接電阻分段調(diào)速,電機(jī)正反向及各段速度通過司機(jī)室的主令控制器驅(qū)動(dòng)各段主接觸器及中繼來實(shí)現(xiàn)。該方法接觸器多,電阻多,且接觸器頻繁操作故障率高,能耗大,已經(jīng)嚴(yán)重影響生產(chǎn)。全數(shù)字改造的整體思想是:在鉗型吊上直接安裝直流調(diào)速裝置,所有邏輯控制由PLC完成。具體總規(guī)劃如下:
(1)、將整流變壓器更換為6KV/380V整流變壓器,容量通過計(jì)算采用1000KVA,與原相同用兩臺(tái)一用一備。
(2)、滑道由原來的兩條增加一條為三條,通過控制柜內(nèi)的總開關(guān)將三相380V電源送到控制柜母排。
(3)、取消原所有的接觸器,調(diào)速電阻,制動(dòng)電阻。通過調(diào)節(jié)全數(shù)字直流調(diào)速裝置輸出電壓調(diào)速。
(4)、司機(jī)室的各機(jī)構(gòu)的主令控制器開關(guān)信號(hào)全部直接送入PLC,再由PLC綜合編程通過PLC輸出點(diǎn)直接控制直流裝置。
(5)、主鉤設(shè)置緊急提升功能。當(dāng)主鉤控制器故障或主電源斷電時(shí),由司機(jī)室啟動(dòng)緊急提升開關(guān),緊急提升裝置將主鉤提起,緊急提升裝置由輔助滑電道供電。
(6)、裝在司機(jī)室的主令開關(guān),各種功能開關(guān)保留原狀,將大車事故行走改為主鉤緊急提升。其余開關(guān)全部進(jìn)PLC。
2、數(shù)字直流調(diào)速裝置的選型
由于鉗型吊在均熱爐上方吊裝冷熱鋼坯,溫度高、金屬粉塵大、負(fù)載重、震動(dòng)大。因而對(duì)電控設(shè)備的要求高,我們選用了英國(guó)ControlTechniques(簡(jiǎn)稱CT)公司的MentorII全數(shù)字直流調(diào)速裝置,它采用微處理器核心,操作指令及運(yùn)行參數(shù)可由面板或串型口輸入,設(shè)定及修改,并受三級(jí)保密字保護(hù),所有模擬輸入及大多數(shù)數(shù)字量輸入用戶可自編程。串行口采用RS485,易于多機(jī)聯(lián)網(wǎng),與上位機(jī)及其它設(shè)備形成自動(dòng)化網(wǎng)絡(luò),還提供各種選件加強(qiáng)系統(tǒng)功能,如帶自動(dòng)弱磁的磁場(chǎng)控制模塊,用于恒功率應(yīng)用時(shí)的弱磁控制,有BASIC語言編程的單片機(jī)處理模塊及智能多文字用戶接口等,結(jié)構(gòu)緊湊,可靠性高。
這里選用的是英國(guó)ControlTechniques公司的全數(shù)字式直流電機(jī)驅(qū)動(dòng)器M550R,輸出電流范圍25A~1850A。其分單象和四象限兩種配置。單向驅(qū)動(dòng)器僅能實(shí)現(xiàn)正向運(yùn)行,四象限驅(qū)動(dòng)器是完全可逆的。這兩種配置的驅(qū)動(dòng)器均能對(duì)電機(jī)的速度和轉(zhuǎn)矩進(jìn)行全面控制,四象限驅(qū)動(dòng)器可對(duì)正反向運(yùn)行進(jìn)行全面控制。它的基本工作原理還是控制電樞的端電壓從而控制送入電機(jī)的電流,從而達(dá)到調(diào)速的目的。
3、PLC的選型
PLC在性能上比繼電控制邏輯優(yōu)異,PLC可靠性高,抗干擾能力強(qiáng),在硬件和軟件兩個(gè)方面還采用可屏蔽、濾波、隔離、故障診斷和自動(dòng)恢復(fù)等措施,其平均無故障時(shí)間達(dá)到(3~5)×104h以上;PLC編程直觀、簡(jiǎn)單,采用了一種面向控制過程的梯形圖語言;PLC適應(yīng)性好,它是通過程序?qū)崿F(xiàn)控制的。
在本設(shè)計(jì)方案中,采用三菱微型可編程控制器—FX2N-128MR。
二、控制方法
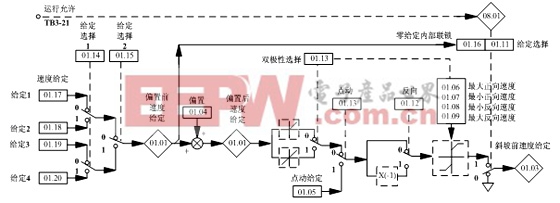
由于鉗型吊的工作部件比較復(fù)雜,包括主鉤、副鉤、大車、小車、夾鉗回轉(zhuǎn)及開閉等,對(duì)這些電機(jī)都要求有4級(jí)速度變換和正反向切換。現(xiàn)在以主鉤系統(tǒng)為例,說明實(shí)現(xiàn)上述要求的控制方法。
圖1是直流調(diào)速裝置MentorII的速度給定選擇圖,圖1中,01.17為速度給定1;01.18為速度給定2;01.19為速度給定3;01.20為速度給定4(4個(gè)給定速度在MentorII菜單上設(shè)定);01.12為正反向選擇。

相關(guān)推薦
-
-
dolphin | 2014-06-12
-
-
-
-
-
-
-
-
-
-
技術(shù)專區(qū)
- FPGA
- DSP
- MCU
- 示波器
- 步進(jìn)電機(jī)
- Zigbee
- LabVIEW
- Arduino
- RFID
- NFC
- STM32
- Protel
- GPS
- MSP430
- Multisim
- 濾波器
- CAN總線
- 開關(guān)電源
- 單片機(jī)
- PCB
- USB
- ARM
- CPLD
- 連接器
- MEMS
- CMOS
- MIPS
- EMC
- EDA
- ROM
- 陀螺儀
- VHDL
- 比較器
- Verilog
- 穩(wěn)壓電源
- RAM
- AVR
- 傳感器
- 可控硅
- IGBT
- 嵌入式開發(fā)
- 逆變器
- Quartus
- RS-232
- Cyclone
- 電位器
- 電機(jī)控制
- 藍(lán)牙
- PLC
- PWM
- 汽車電子
- 轉(zhuǎn)換器
- 電源管理
- 信號(hào)放大器
評(píng)論