淺談印制電路板的設計制作技巧

1.印制電路板
本文引用地址:http://www.104case.com/article/185613.htm1.1 印制電路板簡介
印制電路板可實現集成電路等各種電子元器件之間的布線和電氣連接或電絕緣,提供所要求的電氣特性,為自動焊接提供阻焊圖形,為元件插裝、檢查、維修提供識別字符和圖形。
12設計印制電路板的大體步驟
在設計電路板時,首先應對電子制作中的所有元件的引腳尺寸、結構封狀形式標注詳細真實的具體數字,應注意的是有時同一型號的元件會因生產廠家不同在數值及引腳排列上有所差異;其次,根據所設計的電原理圖,模擬出元件總體方框圖:最后,根據方框圖及電性要求,畫出電路板草圖。在畫各元件的詳細引腳及其在電路板上的位置時,應注意處理好元器件體積大小及相互之間的距離、周邊元件距邊緣的尺寸,輸入、輸出、接地及電源線,高頻電路、易輻射、易干擾的信號線等。
2.印制電路板設計遵循的原則
2,1 元件布局
首先,要考慮PCB尺寸大小。PCB尺寸過大時,印制線條長,阻抗增加,抗噪聲能力下降,成本也增加;過小,則散熱不好,且鄰近線條易受干擾。在確定PCB尺寸后,了解各個元件的屬性信息,包括電氣性能、外形尺寸、引腳距離等,再確定元件的位置。最后,根據電路的功能單元,對電路的全部元器件進行布局,需要注意以下幾個方面:
1)元件排列一般按信號流向,從輸入級開始,到輸出級終止。每個單元電路相對集中,并以核心器件為中心,圍繞它進行布局。盡可能縮短高頻元器件之間的連線,減少它們的分布參數和相互間的電磁干擾。對于可調元件布置時,要考慮到調節方便。易受干擾的元器件不能相互挨得太近,輸入和輸出元件應盡量遠離。
2)對稱式的電路,如推挽功放、差分放大器、橋式電路等,應注意元件的對稱性。盡可能使分布參數一致,有鐵芯的電感線圈,應盡量相互垂直放置,且遠離,以減小相互間的耦合。
3)對于電位器、可調電感線圈、可變電容器、微動開關等可調元件的布局應考慮整機的結構要求。若是機內調節,應放在印制板上方便于調節的地方;若是機外調節,其位置要與調節旋鈕在機箱面板上的位置相適應。
4)元件排列均勻、整齊、緊湊,密度一致,盡量做到橫平豎直,不能將元器件斜排或交叉重排。單元電路之間的引線應盡可能短,引出線數目盡可能少。
5)位于電路板邊緣的元器件,離電路板邊緣一般不小于2mm。各元件外殼之間的距離,應根據它們之間的電壓來確定,不應小于0.5 mm。
2.2布線
元件布局確定后,就可開始實施布線,印制電路板布線時應注意以下幾點:
1)布線要短,尤其是晶體管的基極、高頻引線、高低電位差比較大而又相鄰的引線,要盡可能的短,間距要盡量大,拐彎要圓,輸入輸出端用的導線應盡量避免相鄰平行。 2)-般公共地線布置在邊緣部位,便于將印制電路板排在機殼上。
3)印制電路板同一層上不應連接的印制導線不能交叉。印制攝導線的最小寬度主要由導線與絕緣基扳間的粘附強度和流過它們的電流值決定。導線寬度為1.5mm可滿足要求。對于集成電路,尤其是數字電路,通常選0.02~ 0.3mm導線寬度。
4)印制導線拐彎處一般取圓弧形,而直角或夾角在高頻電路中會影響電氣性能。此外,盡量避免使用大面積銅箔,否則,長時間受熱時,易發生銅箔膨脹和脫落現象。必須用大面積銅箔時,最好用柵格狀。這樣有利于排除銅箔與基板間粘合劑受熱產生的揮發性氣體。
2.3焊盤
焊盤中心孔要比器件引線直徑稍大一些。焊盤太大易形成虛焊。焊盤外徑D-般不小于(d+1.2)mm,其中d為引線孔徑。對高密度的數字電路,焊盤最小直徑可取(d+l.O)mm。轉
3.印制電路板的裝配
3.1 元器件引線成型
為使元件在印制電路板上排列整齊、美觀,避免虛焊,將元器件引線成型也是非常重要的一步。一般用尖嘴鉗或鑷子成型。元器件引線成型有多種,基本成型方法、打彎式成型方法,垂直插裝成型方法、集成電路成型方法等。
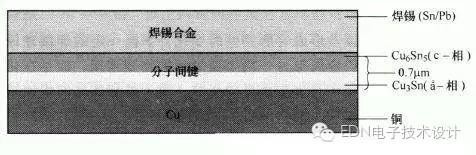
3.2元器件引線及導線端頭焊前處理
為保證焊接質量,元件在焊接前,必須去掉引線上的雜質,并作浸錫處理。帶絕緣層的導線按所需長度截斷導線,按導線的連接方式決定剝頭長度并剝頭,多股導線捻頭處理并上錫,這樣可保證引線介接入電路后裝接可導電良好且能承受一定拉力而不致產生斷頭。
3,3元器件的插裝方法
電阻器、電容器、半導體器件等軸向對稱元件常用臥式和立時兩種方法,采用哪種插裝方法與電路板的設計有關,看具體的要求。元件插裝到電路板上后,其引線穿過焊盤后應保留一定的長度,一般l-2mm左右,直插式的,引腳穿過焊盤后不彎曲,拆焊方便,半打彎式將引腳彎成45度,具有一定的機械強度,全打彎式,引腳彎成90度左右,具有很高的機械強度,要注意焊盤中引線彎曲的方向。
3.4元器件的焊接
在焊接電路時,將印制電路板按單元電路區分,一般從信號輸入端開始,依次焊接,先焊小元件,后焊大元件。焊接電阻時,使電阻器的高低一致,電容要注意“+”,“一”極性不能接錯,二極管的陰陽極性不能接錯,三極管在焊接時焊接的時間盡可能短,用鑷子夾住引線腳,以利散熱。集成電路線焊接對角的兩只引腳,然后再從左到右自上而下逐個焊接,焊接時,烙鐵頭一次粘錫量以能焊2-3只引腳為宜,烙鐵頭先接觸印制電路板上的銅箔,待焊錫進入集成電路引腳底部時,烙鐵頭再接觸引腳,接觸時不宜超過3S,且要使焊錫均勻包住引腳,焊后要檢查是否漏焊、碰焊、虛焊,并清理焊點處焊料。
3.5 焊接質量檢驗
1)目測檢查
從外觀上檢查焊接質量是否合格,是否漏焊,焊點周圍是否殘留焊劑,有無連焊、橋焊,焊盤有無裂紋,焊點是否光滑,有無拉尖現象等。
2)手觸檢查
用手觸摸元器件,有無松動、焊接不牢的現象,用鑷子夾住元器件引線輕輕拉動,有無松動現象,焊點在搖動時,上面的焊錫是否有脫落現象。
4.結束語
電子產品與我們的生產生活息息相關,我們在進行印制電路板的設計與制作時,上述的設計制作技巧,可使電路原理圖的設計進一步規范化,質量檢測對產品的性能、可靠性、安全性有更一步的保障。


評論