基于80C196KC的軟開關型脈沖MIG焊機的研究

5.2 焊接過程時序控制
根據焊接工藝要求,焊接過程中各個工序要按順序執(zhí)行。其時序控制如圖5所示。本文引用地址:http://www.104case.com/article/177435.htm

5.3 軟件抗干擾措施
雖然在主電路以及控制電路中都采取了抗干擾措施,但是干擾信號只是在一定程度上減弱,不可能完全消除的。因此,仍會有一些干擾能夠侵入到單片機系統(tǒng)中,我們在硬件抗干擾措施的基礎上又有意識的采取了幾種軟件抗干擾措施:監(jiān)視時器、冗余指令、數字濾波等。
6 系統(tǒng)調試
為檢驗前述設計的硬件電路以及軟件程序,需對硬件電路以及軟件程序進行整機調試,以檢驗其是否符合設計要求。針對整機試驗中的各個問題進行分析與改進,進一步完善系統(tǒng)的設計。
空載測試通過后,對焊機進行靜負載試驗。將焊機輸出接到負載箱上,面板給定基值與峰值電流相同,即焊機處于恒流輸出狀態(tài),通過改變負載箱的電阻值測試焊機外特性,根據測試數據繪制焊機外特性曲線。圖6a為給定65 A時測定的焊機輸出外特性曲線。
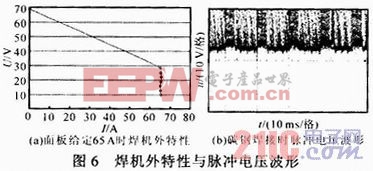
圖6b為對5 mm厚Q235A碳鋼進行手工焊接過程的脈沖電壓波形。其焊接條件為:焊絲直徑1.2 mm,峰值電流180 A,基值電流50 A,占空比為30%,頻率為50 Hz,送絲速度為4.5 m·min-1。
在上述參數下焊接,過程穩(wěn)定,飛濺較少,實現了射滴過渡,達到了最初設計目的,焊縫成型較好,熔深較大,對5 mm厚的板材可一次性焊透。
7 結論
焊機主電路采用軟開關IGBT式全橋逆變結構,經試驗表明,硬件電路結構設計合理,性能穩(wěn)定,實現了零電流、零電壓開通與關斷;采用以80C196KC單片機為核心的控制系統(tǒng),并配以集成度高的專用芯片進行控制,在各個環(huán)節(jié)采取了多種抗干擾和保護措施;采用匯編語言編程,軟件指令執(zhí)行效率高、速度快,并設有軟件抗干擾措施。最后進行了焊接試驗,試驗結果驗證了控制系統(tǒng)的設計符合要求,實現了穩(wěn)定的脈沖MIG焊,并能滿足脈沖MIG焊接工藝的要求。



評論