基于80C196MC單片機的自動定位系統

1引言
本文引用地址:http://www.104case.com/article/172037.htm包裝機上卷筒型包裝紙印有連續的商標,當機器開動時,連續的標紙由送紙輥牽引向機器內輸送,再經切紙刀輥將連續標紙分切成單張的包裝紙。刀輥每旋轉一周,切下一張包裝紙,若要使實際切紙線與理論切紙線重合,送紙輥的直徑和單張包裝紙的長度必須滿足嚴格的數學關系。由于送紙輥加工有公差,包裝機工作過程中卷筒的半徑逐漸減小,標紙所受張力發生變化等等因素,使得刀輥切下的包裝紙和理論切紙線之間有偏差,即使這種偏差很小。例如,某張標紙偏差只有01mm,刀輥速度為300r/min,機器運行10min,累計偏差即達300mm。此時,包裝紙上的圖案就會明顯偏離正確位置,不符合工藝要求。然而,隨著經濟的發展和人們審美情趣的提高,人們對商品的包裝效果提出了更高的要求。為解決這一問題,必須在包裝機上設計商標自動定位系統。
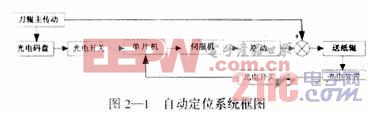
本系統設計為單片機控制的交流伺服系統,因為交流伺服電機與直流伺服電機相比,具有體積小、過載能力強、輸出轉矩大、不存在電刷磨損、無需經常維修等優點。而且由于無電刷壓降因素影響,因此可以達到很低轉速,并且有硬的機械特性。定位系統框圖如圖2—1所示,其調節原理為:在送紙輥上,光電裝置利用印在卷筒包裝紙上的色標,即可檢測標紙的輸送位置;與刀輥旋轉同步的光電碼盤通過光電裝置,可以反映刀輥的切紙時間;上述光電裝置產生的光電脈沖均送入單片機進行邏輯處理,然后決定伺服電機的旋轉方向。伺服電機的運行時間由單片機的定時器中斷控制,以伺服電機的輸出作為補償量,它通過差動輪系與主動輪系相合成,帶動送紙輥,從而補償刀輥實際切線與理論切線的偏差,實現標紙的自動定位。
3自動定位系統的硬件結構
經過比較,選用Intel公司的80C196MC作為系統的CPU。其性能優越,功能強大,專為電機控制而設計,特別適用于與軸式光電碼盤和伺服電機接口。而且,與MCS—51相比,不僅在主頻和90°相移記數方式方面有很大的優勢,同時其片內還增加了波形發生器和大量的存儲空間。考慮80C196MC 片內有這樣豐富的硬件資源,本系統由80C196MC單片機組成最簡單、最基本的單片機系統,如圖3—1所示。這樣,可以大大簡化許多外部硬件和控制軟件,達到優化系統的目的。
3.1存儲空間的確定
80C196MC片內存儲器容量可達65536Bytes,除了0000H~01FFH、1F00H~1FFFH和2000H~207FH 3個專用區及標明“保留”的個別單元共896 Bytes外,其余都可作為程序存儲區、數據存儲區或存儲器影射的外設區,共計64642 Bytes,約計64KB可用。因此,不需片外擴展數據存儲器和程序存儲器。
3.280C196MC的前向通道設計
單片機80C196MC的前向通道配置由光電開關、脈沖整形電路、光耦電路和緩沖電路組成。光電開關采用機電部電氣傳動研究所研制的最新產品,光源進行脈沖調制,GaAs紅外發光二極管,對外界雜亂光和電氣噪聲的抗干擾能力強。光電開關1LS和2LS檢測碼盤的旋轉位置,亦反映刀輥的旋轉位置,光電脈沖信號分別送入P1.0和P1.1腳,供邏輯處理用。光電開關3LS檢測卷筒包裝紙輸送位置,EXTINT為外部中斷輸入端,光電脈沖信號送入計數脈沖輸入端T1CLK,實現包裝機的自動計數。
復位采用一種簡單而又實用的上電及手動復位電路,低電平有效,由腳引入。
3.380C196MC的后向通道設計
80C196MC的后向通道由緩沖電路、光耦電路、達林頓功放電路及固態繼電器等組成。由PWM0(P6.6)和PWM1(P6.7) 輸出定時和邏輯處理程序運行結果,因PWM模塊本身包含脈沖寬度調制計數器和內部時鐘,所以不必另增硬件,控制伺服電機運行的時間。輸出信號經固態繼電器 1SSR和2SSR控制伺服電機正、反轉。固態繼電器具有無機械噪聲、無抖動、開關速度快、壽命長等優點,適合伺服電機正、反轉頻繁起動。
3.4系統顯示和鍵盤電路設計
因80C196MC單片機本身的雙向I/O端口已經夠用,故不須另擴展并行I/O接口,可直接由P3和P4口建立顯示和鍵盤電路,設置6位LED共陰極顯示器,段選碼由P3提供,位選碼由P4口提供。鍵盤與顯示電路合并,列輸入依次由P4.1~P4.6提供,行輸出由P4.0提供,共設置6個功能鍵:啟動、停止、增加定時時間、減少定時時間、顯示定時時間、顯示包裝數量。
3.5系統報警和停車電路設計
由P2.1輸出邏輯處理程序運行結果,再經緩沖器、光耦和達林頓電路控制中間繼電器KA,從而實現蜂鳴器報警和包裝機自動停車。
4自動定位系統的軟件設計
在主傳動軸上裝有光電碼盤,如圖4—1a所示,采用2圈光欄,可同時確定位置和方向,分別控制兩個光電開關1LS和2LS,碼盤旋轉時可產生不同時序的脈沖信號。碼盤分成4個控制區域,分別對應4種不同的工作狀況。
①若標紙的輸送速度與刀輥的線速度相等,則檢測卷筒包裝紙輸送位置的光電脈沖3LS出現在I區域,此時無需補償,伺服電機停止旋轉。
②若標紙的輸送速度落后于刀輥的線速度,則光電脈沖出現在Ⅱ區,此時要求伺服電機正轉,通過差動輪系增加送紙輥的速度,從而使標紙輸送速度得到正的補償。
③若標紙的輸送速度超過刀輥的線速度,光電脈沖3LS出現在Ⅲ區,此時要求伺服電機反轉,通過差動輪系減慢送紙輥的速度,從而使標紙輸送速度得到負的補償。
④若是光電脈沖出現在Ⅳ區,說明包裝紙圖案位置的偏差超過允許值,此時要求包裝機自動停機,并由蜂鳴器發出報警,停機后重新調整。

伺服電機相關文章:伺服電機工作原理
光電開關相關文章:光電開關原理







評論