基于IC74191的自動進給控制系統的設計與實現

3 自動進給控制系統的仿真
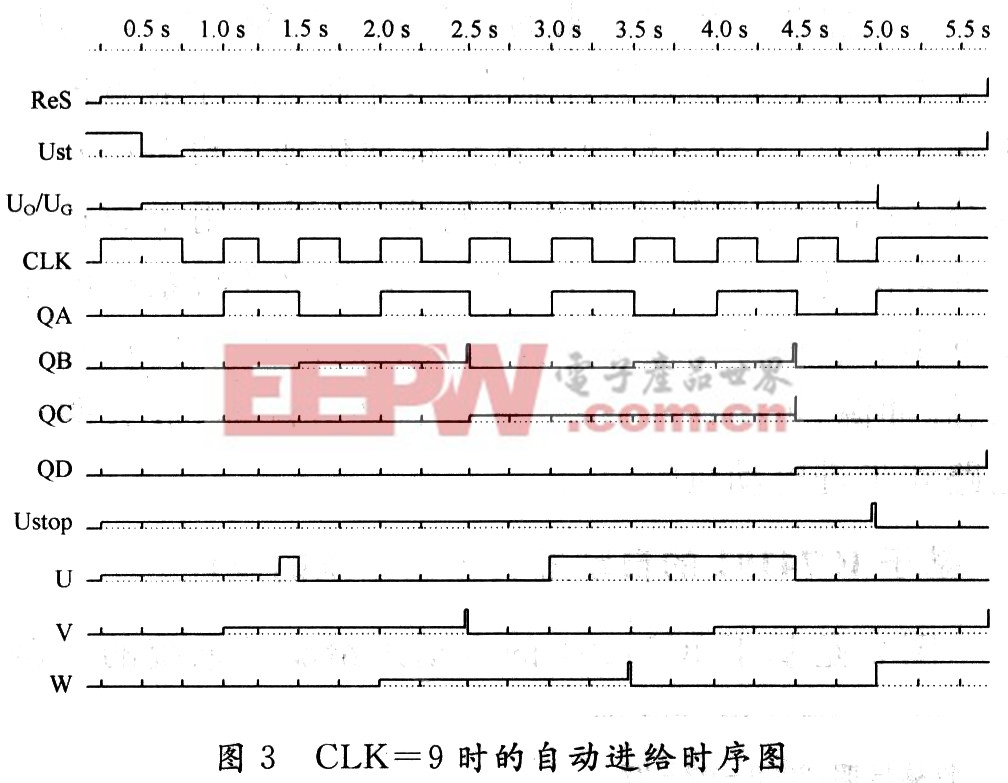
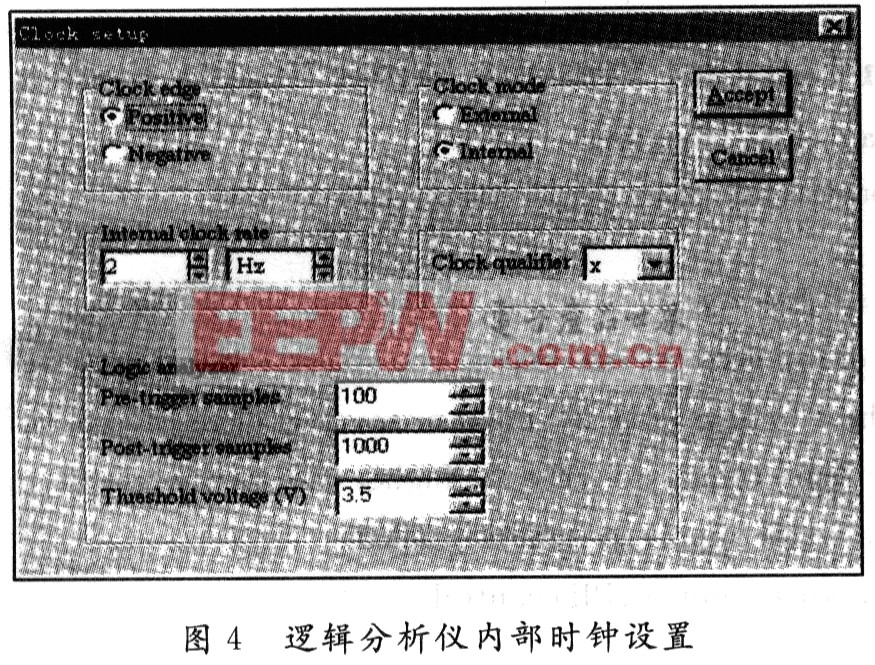
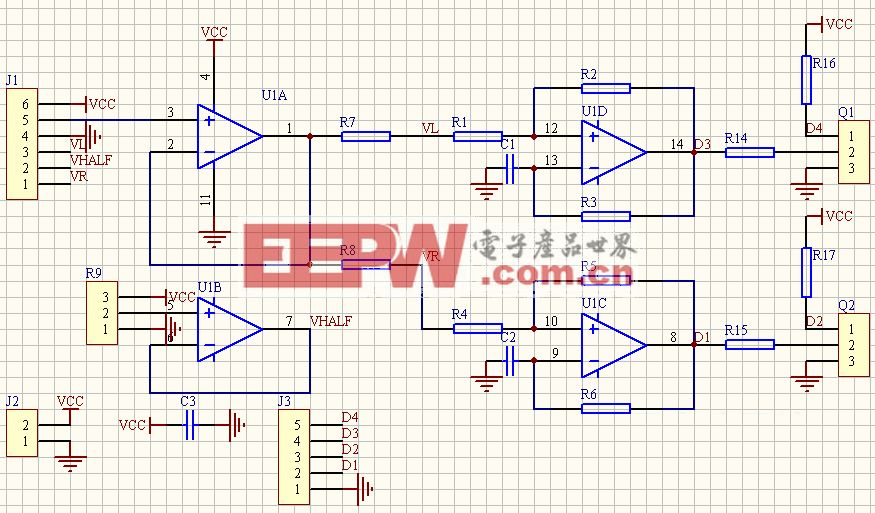
對圖2所示的數控機床自動進給驅動系統進行計算機仿真實驗,雙擊虛擬數字邏輯分析儀圖標,打開Clock setup對話框,調節內部時鐘設置,如圖4所示,使Internal clock rate=2 Hz,通過編程開關設定進給量,接通電源后,按轉換開關[X]鍵,發出位置檢測負脈沖信號,自動進給驅動系統開始工作,虛擬數字邏輯分析儀得到圖3所示各點的波形。進給脈沖的個數可由七段譯碼顯示器LED顯示,見圖2。當編程開關取值[D][C][B][A]=1111,輸出15個進給脈沖。仿真與實驗結果完全符合設計要求。
4 結 語
步進電動機自動進給驅動系統是數控機床的核心部件,進給量的控制采用可編程可變進制計數器,編程邏輯開關代替機械波段開關,便于聯機聯網運行,提高工作穩定性、可靠性和使用壽命;利用EDA軟件對數控機床自動進給系統研究和設計,可根據工藝要求方便地改變電路及參數,觀測仿真結果,縮短了設計周期,為電路的設計與實現提供了基本依據。







評論